ХII cъезд литейщиков России. Технологические особенности производства стального литья методом литья по газифицируемым моделям (ЛГМ) с использованием нового оборудования
Процесс ЛГМ постепенно находит широкое распространение в литейных цехах в России.
Наибольшее распространение ЛГМ получил при производстве серого чугуна и алюминиевых сплавов.
При применении ЛГМ в стальном литье возникает существенный недостаток-науглероживание до 0,15-0,2% С.
Учитывая сталелитейную направленность литейного производства в России, проблема получения качественных отливок методом ЛГМ весьма актуальна.
При этом нужно учесть, что процесс ЛГМ в России применяют в небольших литейных цехах.
Исходя из этого, целью нашей работы была разработка оптимальных параметров отдельных этапов техпроцесса для стального литья и применение для этих целей нового оборудования и, самое главное, разработка методов контроля на каждом из этапов технологии.
Процесс ЛГМ
Процесс ЛГМ состоит из двух этапов:
- получение качественных пеномоделей и сборки их в кластеры;
- виброуплотнение кластеров наполнителем заливка жидким металлом под вакуумом.
Нами была поставлена задача – разработать оптимальные параметры на всех стадиях этих двух этапов и их контроль в условиях мелкосерийного производства, что является крайне сложным по сравнению с массовым автоматизированным производством.
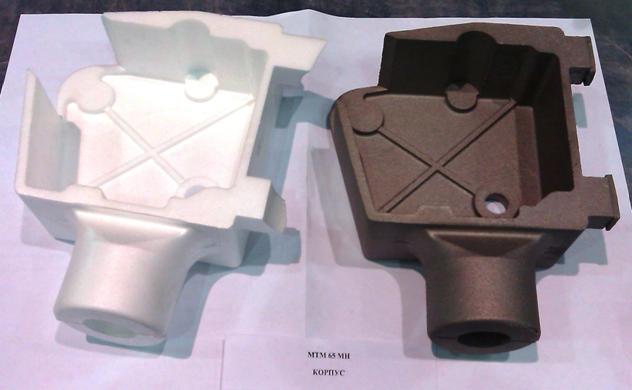
I. Технология получения качественных пеномоделей (кластеров) для стального литья
При использовании традиционного пенополистирола, благодаря высокому науглероживанию +0,15-0,2% С, получить качественные стальные отливки весьма проблематично.
В этой связи наиболее приемлемым являются новые пеноматериалы-сополимеры, которые в своем составе содержат полимер метилметакрилат (РММА) и полистирол (EPS).
В состав РММА входит кислород, поэтому при взаимодействии с жидким металлом он сразу же превращается в газ, исключая образование «жидкой фазы», что устраняет указанный дефект - науглероживание
Формула РММА: (С8Н8О2)-m
В настоящее время для ЛГМ производится две марки сополимера:
- CLEAPOR 500A (производитель Япония);
- STMMA (производитель Китай).
Подвспенивание сополимера
Специально для подвспенивания гранул
сополимера и дальнейшего спекания пеномоделей разработано компьютерное управление стандартного автоклава ГП- 100-ПМ. (см.фото)
 Основным назначением данной системы автоматического управления (САУ) является реализация интерфейса и автоматическое поддержание рабочих режимов пара в стерилизаторе.
Основным назначением данной системы автоматического управления (САУ) является реализация интерфейса и автоматическое поддержание рабочих режимов пара в стерилизаторе.
Данная система позволяет управлять процессом, поддерживая рабочую температуру камеры автоклава.
Задув и спекание подвспененных гранул сополимера
 Для качественного задува подвспененных гранул было изготовлено новое задувное устройство, которое позволяет равномерно заполнять полости прессформ (см. фото).
Для качественного задува подвспененных гранул было изготовлено новое задувное устройство, которое позволяет равномерно заполнять полости прессформ (см. фото).
Склейка моделей
В случае простых разъемов моделей целесообразно соединять стыковочные поверхности путем их расплава.
Для сложных поверхностей применяется специальный термопластический клей с минимальной газотворностью, что особенно важно для сополимера.
Требования к противопригарным покрытиям для стальных отливок
При использовании сополимера противопригарное покрытие должно обладать высокой термостойкостью и газопроницаемостью. Таким требованиям отвечает покрытия ASK (Германия) марки Polytop FS3.
Равномерность покрытия и оптимальная его толщина достигается путем применения новой краскомешалки, в которой происходит непрерывное перемешивание краски.
Технологи я сушки
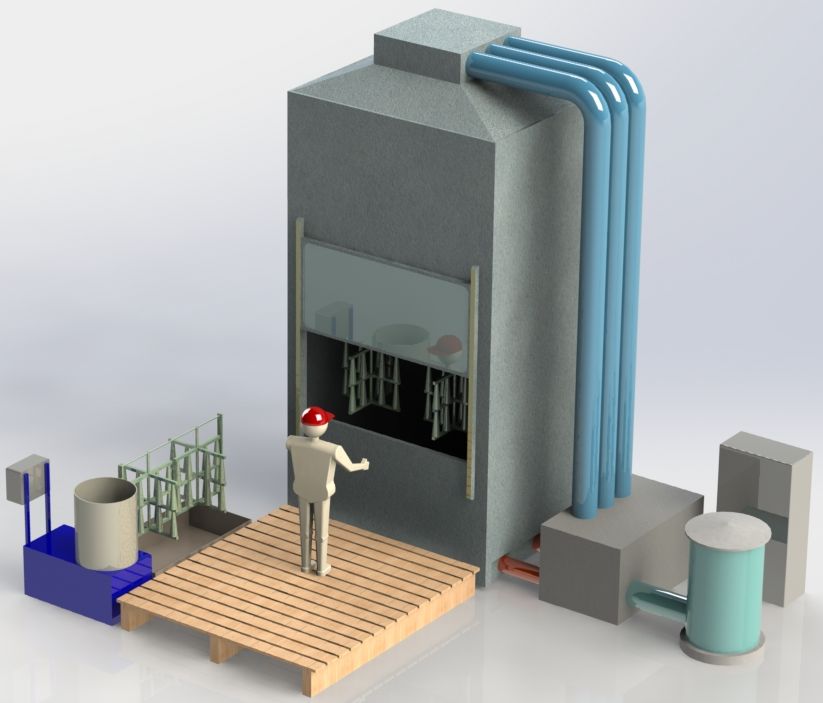 От качества сушки противопригарного покрытия зависит качество отливки.После просушки краска не должна иметь остаточной влажности и трещин. Для выполнения этих требований был разработан специальный сушильный шкаф, в котором достигается необходимая температура 52-54°С и высокий теплообмен, обеспечивающий влажность не более 16% (см.фото).
От качества сушки противопригарного покрытия зависит качество отливки.После просушки краска не должна иметь остаточной влажности и трещин. Для выполнения этих требований был разработан специальный сушильный шкаф, в котором достигается необходимая температура 52-54°С и высокий теплообмен, обеспечивающий влажность не более 16% (см.фото).
Выводы:
- Разработана и освоена технология и новое оборудование для ручного изготовления качественных моделей из сополимера, а также выбраны параметры контроля на всех стадиях процесса.
- Оптимальными параметрами процесса являются:
- качественное подспенивание исходных гранул сополимера до плотности не более 24-26 г/л и содержание пентана в подспененных гранулах не менее 6,8-7,0 %;
- выбранные параметры задува для различных пеномоделей обеспечивают равномерное заполнение гранулами полостей прессформ и качественную структуру моделей после их спекания в автоклаве;
- правильно подобранное противопригарное покрытие и метод окраски обеспечивают оптимальную толщину краски и ее газопроницаемость;
- специальное оборудование для сушки окрашенных моделей обеспечивает температуру не менее 52-54°С и равномерную просушку краски;
- оптимально разработана литниковая система,которая позволяет получить хорошую проливаемоть блока.
- правильный выбор конструкции модельного блока (кластера) обеспечивает его жесткость при заполнении наполнителем и последующим виброуплотнением.
Комплект оборудования для ручного изготовления пенополистироловых моделей

II. Технология формовки и заливки сополимерных кластеров жидким металлом.
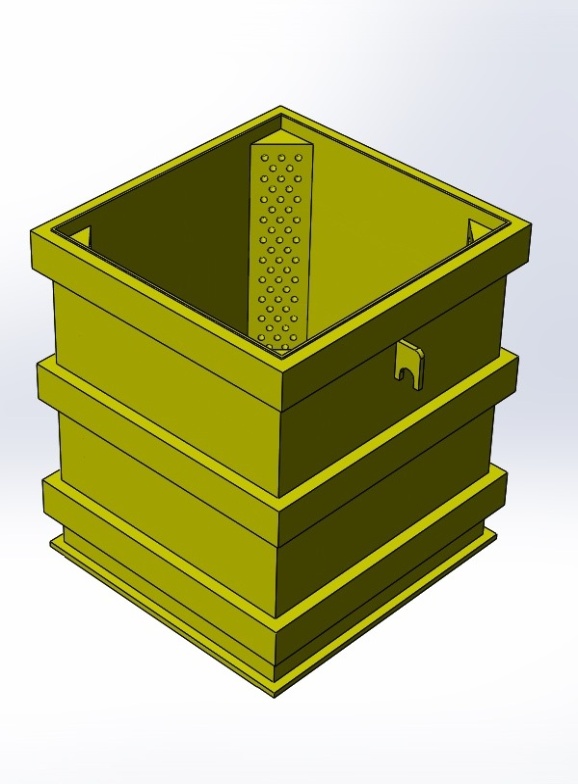
Выбор оптимальных параметров формовки
Цель формовки-равномерно заполнить наполнителем все полости пеномоделей, чтобы обеспечить высокое качество поверхности отливки. Специально для ЛГМ был разработан вакуумный контейнер для формовки и заливки кластеров (см. фото).
Контейнер имеет необходимую жесткость, благодаря которой вибрация вибростола эффективно передается на находящийся внутри контейнера наполнитель.
Подвод вакуума к контейнеру осуществляется через специальный клапан, распоположеный в его днище.
Оптимальные параметры виброуплотнения
Успех данной операции зависит от следующих факторов:
- жесткой конструкции вакуумного контейнера и его гидравлического прижима к вибростолу;
- наличия пневмоподушек, на которых происходит виброуплотнение контейнера;
- специального вибростола, который обеспечивает высокую текучесть наполнителя при вибрации;
- наличия специального передвижного бункера-дозатора, при помощи которого происходит послойное заполнение.
Засыпное устройство
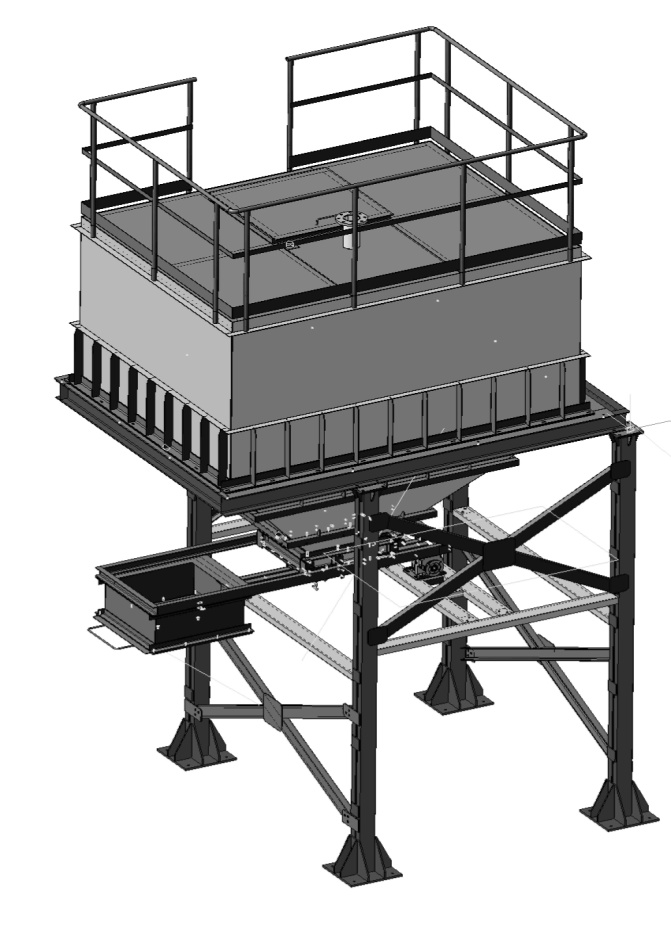 Засыпное устройство представляет собой стационарный бункер с шиберным затвором для регулировки потока песка и передвижной дозатор, с помощью которого происходит послойное заполнение контейнера. Количество слоев-от 3 до 5 в зависимости от конструкции. кластера.
Засыпное устройство представляет собой стационарный бункер с шиберным затвором для регулировки потока песка и передвижной дозатор, с помощью которого происходит послойное заполнение контейнера. Количество слоев-от 3 до 5 в зависимости от конструкции. кластера.
Данное устройство позволяет контролировать процесс получения “постели”, установку модельного блока и процесс вибрации.
Вибростол
 Данный вибростол позволяет стабильно добиваться высокой текучести наполнителя при послойном заполнении контейнера.
Данный вибростол позволяет стабильно добиваться высокой текучести наполнителя при послойном заполнении контейнера.
Конструкция данного стола позволяет:
- производить вибрацию контейнера с использованием гидравлических прижимов к вибростолу в процессе его работы;
- система управления параметрами вибростола позволяет выбрать оптимальные параметры вибрации, в том числе и амплитуду.
Нами были отработаны оптимальные параметры вибрации:
- коэффициент ускорения - 1,3;
- частота вибрации - 60 Гц.
Система пескооборота
Система включает:
- два камерных пневмонасоса;
- охладитель-классификатор;
- систему трубопроводов;
- шкаф управления.
Система полностью работает в автоматическом режиме.
Данная система позволяет стабилизировать температуру песка после его заливки жидким металлом, надежно удалять пылевидную фракцию для поддержания высокой газопроницаемости наполнителя.
Вакуумная система
Перед заливкой контейнер с наполнителем накрывается пленкой и книжнему клапану контейнера подключается вакуумная система.
Величина вакуума -0,6-0,8 атм.
Вакуум создается системой, состоящей из:
- вакуумного насоса ВВН1-12;
- вакуумного ресивера;
- системы вакуумопроводов для подсоединения вакуума к контейнеру.
Комплексно-механизированная линия ЛГМ
Все технологические особенности формовки и заливки были нами отработаны на комплексно-механизированной линии, которая была введена в эксплуатацию на новом литейном комплексе ОАО «Сарапульский электрогенераторный завод» (Удмуртская Республика)
(см.фото).
- Производительность – 6 форм/час;
- Размеры контейнера – 1000х1120х1100 мм.
Опыт эксплуатации показал, что на данной линии можна получить 16 опок в смену с выходом 500 кг годного стального литья. Линией управляет 1 рабочий.

Анализ результатов качества отливок, полученных по новой технологии
На линии была отработана оптимальная технология стальных отливок пяти наименований. Материал-сталь 45Л. Для пеномоделей применяли пенополистирол марки Т185 и китайский сополимер марки $ТММА.
Исследования показали, что при использовании сополимера науглероживание составляет +0,03...0,04%С, т.е. науглероживание снижается практически в 10 раз. Отливки имели равномерную структуру и отсутствие карбидов.
Сравнительный анализ отливок, полученных методом ЛГМ и ЛВМ, показал практически равноценное качество их поверхности: отсутствовали типичные дефекты ЛГМ, такие, как песчаные и газовые раковины и остатки жидкой фазы. Брак составляет не более 1%.
Применение новых наполнителей процесса ЛГМ для стального литья
Нами были проведены опытные производственные испытания нового перспективного наполнителя для ЛГМ – добыче нефти.
Был использован материал CARBOACCUCAST, выпускаемый Копейским ГОКом. Данный материал имеет несколько существенных преимуществ перед кварцевым песком:
- высокая термическая стойкость;
- высокая текучесть;
- округлость гранул составляет 0,9 единиц по сравнению с 0,7 единиц кварцевого песка;
- отсутствие пылевидной фракции и, как следствие, высокую газопроницаемость.
Газопроницаемость карбокерамики составляет 420-450 ед.по сравнению с кварцевым песком-250-280 ед.
Высокая термостойкость данного материала обусловлена наличием в нем минерала мулита.
Данные преимущества позволяют качественно заполнить все полости пеномодели и получить высокое качество поверхности.
Проведенные нами промышленные испытания сополимера и карбокерамики подтвердили высокое качество отливок.
Были изготовлены отливки из стали 40Х и из высокопрочного чугуна ВЧ50.
Отливки из ВЧ50 выдержали давление в 500 атм.
В ближайшее время данная технология будет внедрена на Рязанском заводе «Тяжпрессмаш».
Экономическая эффективность новой технологии
- технологию ЛВМ целесообразно применять для отливок массой до 0,5 кг, а отливки по ЛГМ от 0,5 до 30 кг.
- длительность циклов полученных отливок снижается в 8 раз для ЛВМ (16 часов) и для ЛГМ (2часа).
С учетом стоимости исходных материалов себестоимость отливок, полученных методом ЛГМ в 3-5 раз дешевле ЛВМ.
Заключение
- Отработаны технологические параметры техпроцесса ЛГМ на всех его стадиях в условиях мелкосерийного производства и введено в эксплуатацию новое оборудование.
- Технология ЛГМ взамен ЛВМ позволяет получить качественные стальные отливки при строгом соблюдении отработанных параметров и их тщательного контроля.
- Применение сополимерас карбокерамикой делает процесс ЛГМ для стальных отливок и высокопрочного чугуна весьма перспективным.
- Количество рабочих на участке ЛГМ составляет 4-5 чел. в смену.
Фотографии моделей и отливок, полученных по технологии ЛГМ