
Новый комплекс литья по газифицируемым моделям (ЛГМ)
Введение
В настоящее время процесс ЛГМ достаточно широко представлен в литейных производствах Украины. Однако, качество самого оборудования и, как следствие, качество получаемых отливок не отвечает современным европейским стандартам.
Основные причины низкого качества отливок ЛГМ следующие:
- наличие значительного количества дефектов, в том числе песчаных и газовых раковин, а также низкое качество поверхности литья. Данные дефекты особенно характерны при изготовлении стальных отливок, а также из высокопрочного чугуна;
- наличие в стальных отливках литейного науглероживания на поверхности отливок, связанное с образованием в процессе сгорания пенополистироловых моделей жидкой фазы, из-за неразложившегося стирола. Величина науглероживания, как правило, достигает величин + 0,1 до 0,15%С, что является браковочным признаком особенно для низкоуглеродистых сталей.
Производственный опыт ООО «Симбирские печи» показал, что устранения данных дефектов в ЛГМ можно достичь следующим путем:
- отработать технологию получения пенополистироловых моделей с низкой плотностью ( не более 22 – 24 г/л), в том числе из сополимеров;
- научиться управлять виброуплотнением песка, чтобы достичь равномерного уплотнения и качественного заполнения полостей моделей.
Исходя из поставленных задач ООО «Симбирские печи» г. Ульяновск, РФ разработали, изготовили и запустили в производство на ОАО «Сарапульский электрогенераторный завод» (ОАО «СЭГЗ») г. Сарапул, Удмуртия, РФ комплекс нового оборудования ЛГМ.
Данный комплекс включает:
- Механизированая формовочно-заливочную линию ЛГМ;
- комплекс модельного оборудования на базе компьютеризированного модельного автоклава.
Новизна коплекса:
- В составе формовочно-заливочной линии ЛГМ установлен специальный вибростол немецкой фирмы «Netter», который позволяет выбрать оптимальное виброуплотнение, обеспечить качественное заполнение песком сложных полостей пенополистироловых моделей и получить высокое качество отливок;
- На линии применено специальное устройство для заполнения контейнера песком, позволяющее послойно заполнять пенополистироловые модели, что также способствует качественному виброуплотнению;
- Применение гидравлического кантователя залитой формы и вибросита с укрытием полностью исключает пылевыделение при выбивке залитых контейнеров;
- На линии ЛГМ установлена автоматическая система регенерации отработанного песка немецкой фирмы «Neuhof», позволяющая осуществить качественное охлаждение и обеспылевание песка после заливки форм;
- Компьютеризированный комплекс для изготовления моделей из вспененных материалов позволяет получить модели с низкой плотностью, что обеспечивает высокое качество отливок из углеродистых и легированных сталей, а также высокопрочного чугуна.

Технические характеристики линии
Производительность 4 – 8 форм/час
Размеры опок в свету 900х850х1000 мм
Габаритные размеры (длина х ширина х высота) 17720 х 7565 х 10050 мм

Промышленное испытание комплекса
Представленный комплекс ЛГМ был запущен в производство в конце 2014 года на ОАО «СЭГЗ». Освоение данной линии позволило успешно решить проблемы ЛГМ за счет оптимального виброуплотнения и качественных моделей.
Оптимальное виброуплотнение
Успех качественного виброуплотнения стал возможным благодаря применению специального вибростола фирмы «Netter» (Германия), которая является ведущей в Европе по данному направлению.
Конструкция данного стола позволяет:
- производить вибрацию контейнера с использованием гидравлических прижимов к вибростолу в процессе его работы;
- система управления параметрами вибростола позволяет выбрать оптимальные параметры вибрации, в том числе частоту и амплитуду.
Коэффициент ускорения вибрации для ЛГМ должен составлять 1,2 – 2,0 единицы.
При этом данное значение указанного коэффициента поддерживается автоматически в процессе заполнения контейнера песком и, соответственно, изменение вибрируемой массы опоки.
Применение данного вибростола позволяет получить высокую текучесть песка и качественное заполнение им поверхностей моделей.
Процесс получения качественных пеномоделей.
Применение нового комплекса модельного оборудования с компьютеризированным автоклавом позволило управлять процессами подвспенивания гранул пенополистирола и его спеканием.
В результате были получены высококачественные пенополистироловые модели с нужной плотностью (22 – 24 г/л) из канадского материала Т-185.
Кроме того, данный комплекс позволяет изготавливать качественные модели из сополимеров (японского и китайского), что практически было невозможно при использовании водяных ванн для подвспенивания и спекания в старых автоклавах.
Модели из сополимера позволяют резко расширить область применения ЛГМ при изготовлении стальных отливок. Максимальное науглероживание в отливках, полученных при использовании сополимерных моделей составляет не более 0,02 – 0,03%С.
Вывод:
Новый комплекс ЛГМ показывает высокую надежность в эксплуатации, а также позволяет значительно расширить область получения качественных отливок на уровне европейских стандартов, в том числе из стали и высокопрочного чугуна.
Ниже приводятся фрагменты оборудования комплекса и фотографии полученных отливок.

Фрагмент линии ЛГМ

Фрагмент линии ЛГМ

Фрагмент линии ЛГМ

Комплект оборудования для ручного изготовления пенополистироловых моделей
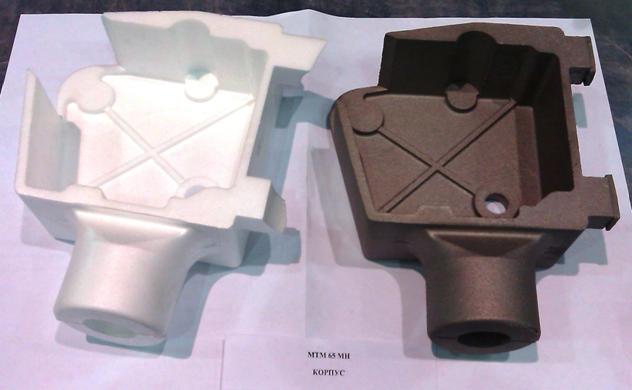
Фотографии моделей и отливок, полученных по технологии ЛГМ





Предложения по сотрудничеству
ПАО «КАМЕТ» совместно с ООО «СП» предлагает следующие услуги для внедрения комплекса ЛГМ:
- Согласно представленной Заказчиком программы производства произвести анализ целесообразности применения ЛГМ для данной номенклатуры отливок;.
- Исходя из проведенного анализа представить технико-коммерческое предложение на поставку комплекса с указанием стоимости и сроков окупаемости;
- При условии положительных результатов фирмы ООО «Симбирские печи», имея лицензии на проектирование и изготовление оборудования, выполнят проект привязки комплекса, изготовят его, внедрят технологию и сдадут объект «под ключ».
Мы будем рады сотрудничеству с вами.
ООО «Симбирские печи» г. Ульяновск, Россия
телефон 8 (8422) 24-22-45
моб.8-905-349-20-71
e-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Генеральный директор ООО "Симбирские печи" Скворцов А.В.
ГИП ООО «Симбирские печи» Котович А.В.