
Опыт внедрения инновационных технологий и оборудования на основе оптимальной технологичности и экономической эффективности
Аннотация: статья посвящена актуальному вопросу сегодняшнего дня – выбору прогрессивных технологий: литье по газифицированным моделям (ЛГМ), вакуумно-пленочная формовка (ВПФ) обеспечивающих высокое качество отливок.
Краткая информация о направлении работы ПАО «Камет»
ПАО «КАМЕТ» имеет 50-летний опыт разработки и освоения передовых технологий и оборудования в области литейного производства.
Направления деятельности:
- Разработка проектов технического перевооружения литейного цехов, технической документации на оборудование.
- Участие в шеф-монтажных работах, сдача объектов «под ключ».
- Отдел имеет Лицензию Минрегионстроя Украины на выполнение проектных работ (№575597, срок действия – до 12 апреля 2016 г.).
- Проектирование выполняется с применением компьютерного трехмерного моделирования (лицензионное программное обеспечение «SolidWorks»). Техническая документация оформляется в электронном виде.
Оборудование оснащается системами автоматики, в том числе – микропроцессорными системами управления типа Siemens SIMATIC, WAGO.
Для работы в данном направлении ПАО «КАМЕТ» располагает специалистами – технологами и конструкторами. Специализированная фирма «КАМЕТМАШ» производит нестандартизированное оборудование и имеет производственный литейный цех для отработки новых технологий и изготовления небольших партий качественного точного литья.
Оптимальные области применения и преимущества новых технологий
Литье по газифицируемым моделям (ЛГМ), LostFoam
Основные преимущества:
- возможность конструирования новой отливки (детали), что позволит резко снизить затраты на механическую обработку;
- процесс оптимальный для серийных отливок массой до 50 кг.
Новый комплекс лгм для мелкосерийного производства отливок
Настоящий Комплекс оборудования предназначен для производства отливок методом литья по газифицируемым моделям.
Данный комплекс прогрессивного оборудования значительно сокращает применение ручного труда и обеспечивает экологическую безопасность при его эксплуатации.
Комплекс включает:
- механизированную формовочно-заливочную линию ЛГМ;
- оборудование для изготовления моделей из вспененных материалов, в том числе из пенополистирола или сополимера.
Новизна комплекса и его преимущества:
- В составе формовочно-заливочной линии ЛГМ установлен специальный вибростол, который позволяет выбрать оптимальное виброуплотнение, обеспечить качественное заполнение песком сложных полостей пенополистироловых моделей и получить высокое качество отливок;
- На линии применено специальное устройство для заполнения контейнера песком, позволяющее послойно заполнять пенополистироловые модели, что также способствует качественному виброуплотнению;
- Применение гидравлического кантователя залитой формы и вибросита с укрытием полностью исключает пылевыделение при выбивке залитых контейнеров;
- На линии ЛГМ установлена автоматическая система регенерации отработанного песка, позволяющая осуществить качественное охлаждение и обеспылевание песка после заливки форм;
- Компьютеризированный комплекс для изготовления моделей из вспененных материалов позволяет получить высококачественные модели с низкой плотностью, что обеспечивает высокое качество отливок из углеродистых и легированных сталей.

Технические характеристики линии:
Производительность 4 формы/час
Размеры опок в свету 900 х 850 х 1000 мм
Габаритные размеры (длина х ширина х высота) 17720 х 7565 х 10050 мм
Автоматизированная установка регенерации формовочного песка
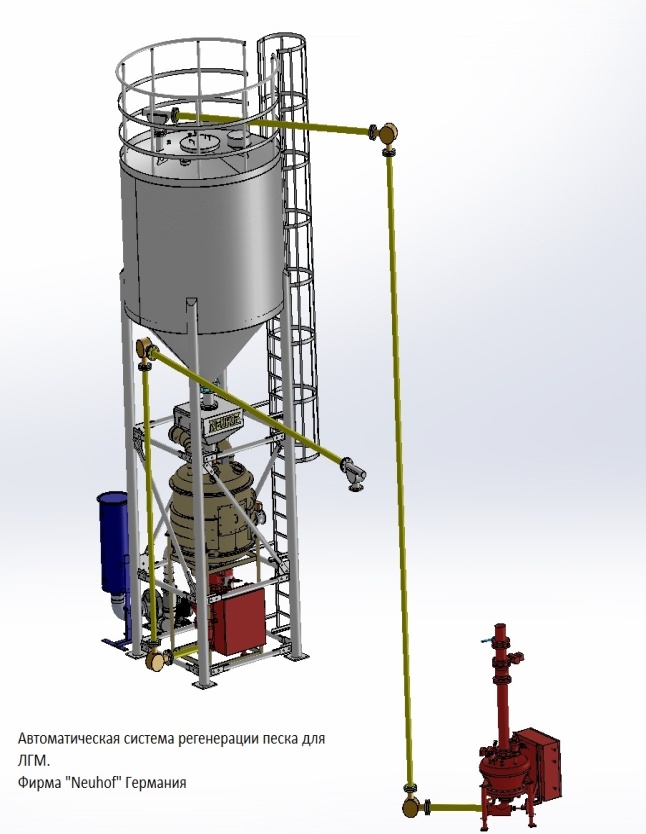 Автоматизированная установка регенерации формовочного песка предназначена для его транспортирования от места высыпки из контейнера до устройства засыпки песка в опоку с попутным его охлаждением.
Автоматизированная установка регенерации формовочного песка предназначена для его транспортирования от места высыпки из контейнера до устройства засыпки песка в опоку с попутным его охлаждением.
Принцип работы установки следующий: горячий песок из-под сита вибрационного подается в первый камерный насос, откуда формовочная смесь емкостью 100 литров, сжатым воздухом по трубопроводу транспортируется в силос горячего песка. Из него горячий песок поступает в «полицай-сито», в котором отсеивается от металлических включений, затем попадает в порционный классификатор-охладитель, где охлаждается до нужной температуры и обеспыливается. После охладителя песок поступает во второй камерный насос, откуда выстреливается сжатым воздухом в формовочный бункер устройства засыпки песка в контейнер.
Данная установка включает:
- два камерных насоса;
- порционный классификатор-охладитель;
- силос (бункер приема горячего песка);
- «полицай-сито» - сепаратор формовочного песка;
- систему трубопроводов, связывающих камерный насос с приемными бункерами.
Вибростол с устройством фиксации опок
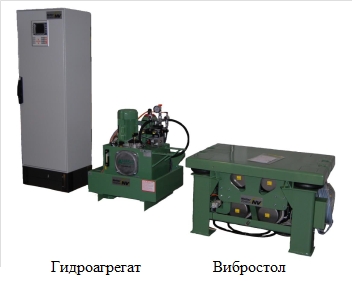 Вибростол предназначен для уплотнения песка в опоке.
Вибростол предназначен для уплотнения песка в опоке.
Система программного управления VectorDrive позволяет в процессе уплотнения песка независимо менять как амплитуду, так и частоту вибрации, запоминать режимы виброуплотнения форм для последующего их уплотнения. Фиксация опоки на вибростоле при помощи гидравлических прижимов для обеспечения улучшенной передачи вибрационных усилий. Благодаря изменяющимся параметрам вибратора (частота, амплитуда и вектор ускорения) данный вибростол позволяет получить хорошее уплотнение и соответственно высокую степень заполнения карманов полистироловых моделей.
Комплект оборудования для ручного изготовления пенополистироловых моделей
Предвспениватель и автоклав ГП-100-ПМ с компьютерным управлением, параметрами парообоазования и циркуляцией воды (ООО «Симбирские печи», г. Ульяновск. РФ)
 Автоклав ГК-100-ПМ предназначен для предвспенивания пенополистирольных гранул в специализированной кассете и для вспенивания пенополистирольных гранул в пресс-формах. Автоклав оснащён датчиками температуры, уровня воды в парогенераторе и в резервуаре оборотной воды, электромагнитными гидроклапанами для автоматического заполнения парогенератора водой, подачи пара в камеру, сброса пара в бак и сброса избыточного давления в камере, контроллером. Для хранения и сбора дистиллированной воды в комплект поставки входит ёмкость объёмом 200 л. Контроль за: безопасной работой автоклава, поддержанием температуры в камере, временем технологического процесса осуществляет блок управления с контроллером и монитором. Основные узлы и нагруженные панели изготовлены из нержавеющей стали.
Автоклав ГК-100-ПМ предназначен для предвспенивания пенополистирольных гранул в специализированной кассете и для вспенивания пенополистирольных гранул в пресс-формах. Автоклав оснащён датчиками температуры, уровня воды в парогенераторе и в резервуаре оборотной воды, электромагнитными гидроклапанами для автоматического заполнения парогенератора водой, подачи пара в камеру, сброса пара в бак и сброса избыточного давления в камере, контроллером. Для хранения и сбора дистиллированной воды в комплект поставки входит ёмкость объёмом 200 л. Контроль за: безопасной работой автоклава, поддержанием температуры в камере, временем технологического процесса осуществляет блок управления с контроллером и монитором. Основные узлы и нагруженные панели изготовлены из нержавеющей стали.
Паровой стерилизатор несёт в себе следующие функции:
- Организация равномерной подачи пара в камеру.
- Программное управление температурой в камере.
- Организация автоматического заполнения парогенератора и контроля уровня воды в нем.
- Организация автоматического сбора дистиллированной воды.
- Возможность сохранения и использования расписаний изготовления моделей и пред вспенивания пенополистирола.
- Автоматический сброс остаточного пара из камеры, с целью безопасности работы.
- Защита тэнов парогенератора от отсутствия воды.
- Выбор технологических режимов работы парогенератора осуществляется с помощью контроллера и визуализация на мониторе.
Устройство задувное
 Задувное устройство размещено на столе для задува пенополистирола. На столе установлена емкость на 5 литров для заполнения пенополистиролом. На щите распределительном размещены элементы пневмоборудования, позволяющие регулировать подачу сжатого воздуха. Эжектор задувного устройства служит для подачи вспененного пенополистирола в пресс-форму. Размеры стола позволяют собирать и разбирать пресс-формы в непосредственной близости от задувного устройства, что увеличивает производительность труда и понижает затраты на дополнительную транспортировку пресс-форм.
Задувное устройство размещено на столе для задува пенополистирола. На столе установлена емкость на 5 литров для заполнения пенополистиролом. На щите распределительном размещены элементы пневмоборудования, позволяющие регулировать подачу сжатого воздуха. Эжектор задувного устройства служит для подачи вспененного пенополистирола в пресс-форму. Размеры стола позволяют собирать и разбирать пресс-формы в непосредственной близости от задувного устройства, что увеличивает производительность труда и понижает затраты на дополнительную транспортировку пресс-форм.
Верстак сборки кластеров
 На верстаке сборки кластеров устанавливается устройство для резки пенополистирольных блоков и для изготовления элементов литниковой системы.
На верстаке сборки кластеров устанавливается устройство для резки пенополистирольных блоков и для изготовления элементов литниковой системы.
В комплект верстака входит электрическая плитка, предназначенная для сварки кластеров.
Комплекс оборудования ЛГМ для массового производства отливок
Данный комплекс включает:
- механизированную формовочно-заливочную линию ЛГМ;
- комплект оборудования для изготовления пенополистироловых моделей на базе автоматов.
Механизированная формовочно-заливочная линия лгм для массового производства отливок
(ПАО «КАМЕТ», г. Киев, Украина)

Технические характеристики линии
Производительность:
цикловая 15 опок/час; средняя (при двухсменной работе) 11 опок/час
Размеры опоки в свету 720 х 720 х 750 мм
Габаритные размеры линии (длина х ширина х высота) 31 х 15 х 5,2 м
Назначение линии
Формовочно-заливочная линия ЛГМ предназначена для изготовления форм и получения точных отливок путем применения прогрессивного технологического процесса – литья по газифицируемым моделям при соблюдении требований по экологии для окружающей среды.
Линия была изготовлена ПАО «КАМЕТ» и успешно эксплуатируется в течении 6 лет на одном из заводов за рубежом.
Описание конструкции и работы линии
Линия формовки, заливки и выбивки литья работает на базе конвейера тележечного напольного горизонтально-замкнутого и включает:
- 42 тележки транспортные с установленными на них специальными опоками, с размерами в свету 720 х 720 мм;
- двухпозиционное устройство засыпное с бункером емкостью 7,5 м3 и промежуточной позицией для установки модельного блока;
- устройство вакуум-подвода для заливки форм – 6 позиций;
- кантователь опок – 1 шт.
Формовка осуществляется на трех позициях: на первой позиции, оборудованной дозатором сухого песка, выполняется «постель», на которую на второй позиции устанавливается модельный блок. На третьей позиции, оборудованной дозатором сухого песка и подъемным вибростолом, происходит заполнение опоки сухим песком.
Заполненная опока уплотняется вибрацией. При заливке жидким металлом опока подключается к вакуумпроводной системе и в полости формы создается необходимое разрежение, вследствие чего, создаются условия для получения качественного литья и одновременно локализуются, удаляются и обезвреживаются, образующиеся в процессе заливки, газы.
Залитые опоки в процессе дальнейшего движения охлаждаются в кожухе охладительном. Количество опок, помещаемых в кожухе – 17, что обеспечивает время охлаждения 1,5 часа. После охлаждения опока с песком и отливками кантуется опрокидывателем, из которого отливки с песком попадают на сито вибрационное. Далее куст отливок передается на обрубку, а «просеянный» на сите горячий песок с помощью автоматической системы регенерации фирмы «Neuhof», охлаждается, обеспыливается и возвращается в формовочный бункер засыпного устройства (описание системы см. далее). Рабочие места формовки и заливки опок располагаются на рабочей площадке.
Вакуумно-пленочная формовка (ВПФ), v-process
Основные преимущества:
- возможность получения высококачественных стальных отливок с массой до 500-1000кг и толщиной стенки до 100 мм;
- минимальное число исходных материалов для формообразования: сухой кварцевый песок и специальная пленка (толщина – 0,1-0,15) с большой степенью вытяжки.

На рисунке ниже представлена схема линии ВПФ, которая состоит из:
- карусели формовочной (поз. 1);
- карусели заливочной (поз. 2);
- системы выбивки форм и регенерации песка (поз. 3);
- системы рольгангов для возврата опок (поз. 4);
- портала с двумя транспортными тележками для передачи форм с формовочной карусели на заливочную и последующей их сборки (поз. 5);
- системы вакуумпровода (поз.6) (включая 4 вакуумных насоса ВВН-25, ресивер и трубопровод).
Линия предназначена для изготовления стальных отливок массой до 1000 кг.

Схема линии изготовления форм по методу ВПФ
1 - карусель формовочная; 2 - карусель заливочная; 3 - система выбивки форм и регенерации песка; 4 - система рольгангов для возврата опок 5 - портал с двумя транспортными тележками; 6 - система вакуумпроводная; 7 – участок сборки форм; 8 – участок заливки; 9 – участок выбивки
Линия ВПФ по производству отливок стрелочных железнодорожных переводов
Данная линия изготовлена ПАО «КАМЕТ» и запущена в эксплуатацию в марте 2014 г. на ООО «Керченский стрелочный завод»

Технические характеристики линии
Размер опоки в свету 6250 х 800 х 400/400 мм
Производительность – 2 формы в час
Состав линии:
- стол формовочный двухпозиционных – машина челночного типа с амортизаторами. Вакуумной камерой и вибраторами;
- устройство облицовочное – механизм наложения пленки и сушки краски вертикального перемещения, ширина рулона пленки – 1600 мм;
- бункер формовочный с шиберным затвором двухпозиционный;
- система пескооборота (транспортировки выбитого из опок горячего песка) для возврата охлажденного песка в бункер формовочный;
Включает бункер «выбивной», подключенный к системе аспирации, транспортёры скребковые. Нории, сито вибрационное, охладитель. Производительность системы пескооборота 20 т/час.
- система вакуумпроводная двух участков, которая обеспечивает вакуумирование опок. Данная система включает четыре вакуумных водокольцевых насоса ВВН1-25.
- воздухосборник (ресивер) для накопления и выравнивания давления вакуума.
- вакуумные краны и специальные штуцера, обеспечивающие присоединение вакуумных гибких шлангов к опокам. Данная вакуумная система позволяет одновременно удерживать под заливкой и охлаждением 16 форм.
- система выбивки форм и регенерации песка.
Пооперационная схема работы линии
- две подмодельные плиты (верха и низа) с помощью передвижной тележки устанавливаются поочередно под нагреватель;
- с помощью нагревателя производится нагрев пленки и обтяжка пленкой модельного комплекта;
- пленка покрывается противопригарной краской и производится сушка ее с помощью того же нагревателя;
- с помощью крана модельные комплекты накрываются специальными вакуумными опоками;
- транспортная тележка подает опоки на позиции засыпки песком, где проходит заполнение и виброуплотнение;
- заполненные песком опоки выезжают в зону действия крана, их накрывают сверху пленкой;
- к опокам с помощью вакуумпровода подключают вакуум и с помощью крана переносят на тележку, которая перевозит их на участок заливки форм;
- форму низа кантуют с помощью специальной траверсы;
- вакуумные полуформы собирают и устанавливают на специальные подмодельные плиты;
- производится заливка, после чего формы вместе с поддоном обратно устанавливают на тележку;
- тележка с залитой формой переезжает обратно на первоначальную позицию;
- в поддоне открывают жалюзи, и песок высыпается в приемный бункер, из которого горячий песок падает в систему регенерации, где он охлаждается, обеспыливается и возвращается обратно в приемный формовочный бункер;
- пустая форма с помощью крана разбирается, и отливки удаляются и перевозятся в обрубочное отделение.
Критерии выбора новых технологий (ЛГМ, ВПФ)
- Выбор ЛГМ
- Процесс целесообразно применять для сложных корпусных отливок с большим количеством внутренних полостей, что позволяет исключить применение стержней, как при обычной формовке.
- Появляется возможность изменения конструкции отливок, в том числе:
- резко снизить припуски на механическую обработку (не более 2 мм) и в большинстве случаев исключить её, что особенно важно при механической обработке отливок на обрабатывающих центрах;
- за счет склейки моделей можно из нескольких деталей выполнить общую сложную, тем самым значительно снизив себестоимость.
- ЛГМ целесообразно применять для серийного производства, при этом имеется возможность расположить в контейнере (опоке) значительное количество отливок.
- Максимальная масса отливок до 50 - 80 кг при изготовлении на механизированных линиях.
- Для ЛГМ наиболее технологичны отливки из чугуна и алюминия, в связи с возможным науглероживанием стальных отливок.
- Выбор ВПФ
- Наиболее целесообразно изготавливать отливки массой от 200 до 1000 кг.
- Имеется положительный производственный опыт изготовления:
- корпусов автосцепки;
- стальных задвижек, работающих под высоким давлением;
- дробильных плит из высокомарганцевой стали;
- художественного литья.
- Целесообразно использовать ВПФ для серийного производства.
- Высокое качество поверхности стальных отливок с толщиной стенки до 100 мм.
- Практически отсутствует газовыделение при заливке, что обеспечивает экологическую чистоту в литейном цехе.
- ВПФ требует особо строгого соблюдения техпроцесса.
Сочетание технологий
Производственный опыт ПАО «КАМЕТ» показал наиболее выгодное применение сочетания новых технологий: ЛГМ + ВПФ
Такие сочетания новых технологий в одном литейном цехе позволяют производить широкую гамму отливок различной сложности и развеса.
Выводы:
- Разработан и внедрен новый подход к организации малых литейных производств. Его суть: замена дорогостоящих автоматических формовочных линий (АФЛ) на комплексы, сочетающие в себе прогрессивные технологии ЛГМ, ВПФ. Это позволяет получать отливки качеством, не уступающим технологии АФЛ.
- На основании приобретенного производственного опыта, предлагается новая концепция освоения сочетания данных технологий, в зависимости от оптимальной технологичности и экономической эффективности каждого процесса
- Внедрение концепции позволяет:
- снизить в 2 раза капитальные затраты, по сравнению с АФЛ;
- резко улучшить культуру производства;
- внедрить современные стандарты экологии.
Срок окупаемости 3-4 года.
ПАО «КАМЕТ», г. Киев (Украина)
ООО «Симбирские печи», г. Ульяновск (РФ)
К.т.н., заведующий отделом Андерсон В. А.,
главный специалист Котович А. В.