
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Опыт реконструкции малых литейных цехов с внедрением прогрессивных технологий ЛГМ, ВПФ и ХТС на основе оптимальной технологичности и экономической эффективности
Краткая информация о направлении работы ПАО «КАМЕТ»
ПАО «КАМЕТ» имеет 50-летний опыт разработки и освоения передовых технологий и оборудования в области литейного производства.
Направления деятельности:
- Разработка проектов технического перевооружения литейного цехов, технической документации на оборудование.
- Участие в шеф-монтажных работах, сдача объектов «под ключ».
- Отдел имеет Лицензию Минрегионстроя Украины на выполнение проектных работ (№575597, срок действия – до 12 апреля 2016 г.).
- Проектирование выполняется с применением компьютерного трехмерного моделирования (лицензионное программное обеспечение «Solidworks»). Техническая документация оформляется в электронном виде.
Оборудование оснащается системами автоматики, в том числе – микропроцессорными системами управления типа Siemens SIMATIC, WAGO.
Для работы в данном направлении ПАО «КАМЕТ» располагает специалистами – технологами и конструкторами. Специализированная фирма «КАМЕТМАШ» производит нестандартизированное оборудование и имеет производственный литейный цех для отработки новых технологий и изготовления небольших партий качественного точного литья.
До настоящего времени ПАО «КАМЕТ» в указанных направлениях деятельности освоено более 20 литейных цехов и участков с применением современного оборудования и технологий.
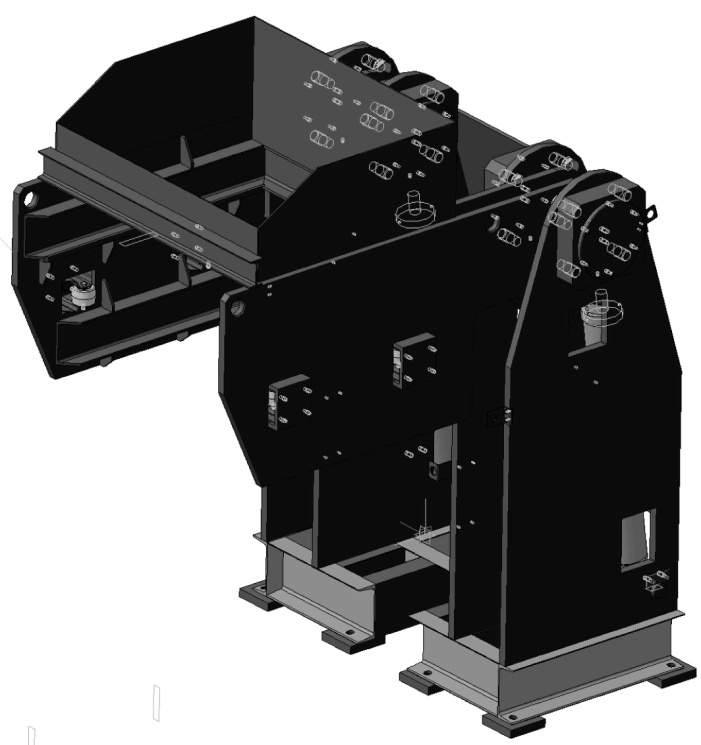
В течение 2012-2014 гг. ПАО «КАМЕТ» создало специализированную производственную базу (ООО «КАМЕТМАШ», г. Радомышль, Житомирская обл., Украина). На данном предприятии успешно запущен в производство современный литейный цех по изготовлению отливок методом литья по газифицируемым моделям, а также имеется механосборочное производство, позволяющее изготавливать механизированные литейные линии, производить их отладку и сдачу заказчикам «под ключ» (рис.1).

Рис.1 Оборудование ЛГМ: механизированная линия ПАО «КАМЕТ» г. Радомышль
Успешное внедрение новых технологий и оборудования стало возможным благодаря комплексному инжинирингу ПАО «КАМЕТ».
Комплексный инжиниринг включает:
- Выбор и разработка технологической концепции создания нового или развития существующего литейного производства предлагаемой заказчиком номенклатуры.
- Разработка технико-экономического обоснования (ТЭО) инвестиций – определение объема капиталовложений, необходимых для реализации проекта, в том числе:
- выбор оптимальных поставщиков оборудования;
- подготовка и согласование рабочего проекта;
- разработка технологических решений и выбор генерального проектировщика рабочего проекта совместно с заказчиком;
- разработка и подготовка пакета документов для согласования и утверждения государственными службами.
- Авторский надзор за монтажом оборудования и пуско-наладосными работами.
- Отладка технологии: от опытной партии – до организации серийного промышленного производства.
- Обучение специалистов.
Новая концепция ПАО «КАМЕТ»: взамен традиционной «сырой формовки» на автоматических формовочных линиях (АФЛ) применить новые технологии ЛГМ, ВПФ, ХТС в различных комбинациях.
Внедрение концепции позволяет:
- снизить в 2 раза капитальные затраты, по сравнению с АФЛ;
- резко улучшить культуру производства;
- внедрить современные стандарты экологии.
Оптимальные области применения и преимущества новых технологий
- Литье по газифицируемым моделям (ЛГМ), LostFoam
Основные преимущества:
- возможность конструирования новой отливки (детали), что позволит резко снизить затраты на механическую обработку ;
- процесс оптимальный для серийных отливок массой до 50 кг.
Пример изменения конструкции детали для ЛГМ - Фланец 1101-16-2
Было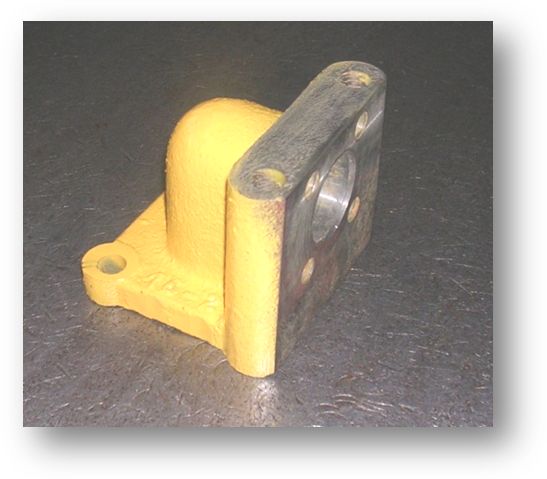
Стало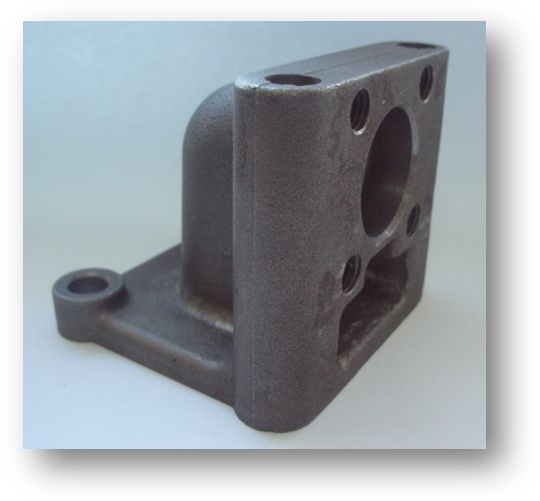
3,7кг
45мин
Экономия:
Рис.2
Масса деталей
Время мех. обработки
снижение массы
времени обработки
2,55 кг
25 мин.
– 30%
– 25%
Эффект от снижения затрат на механическую обработку более чем в 14 раз превышает эффект от снижения стоимости массы отливки
Для освоения технологии ЛГМ ПАО «КАМЕТ» разработало целую гамму механизированных комплексов ЛГМ с производительностью от 5 до 15 форм/час.
Ниже приводится описание нового литейного комплекса ЛГМ, разработанного и изготовленного ПАО «КАМЕТ». Данный комплекс будет запущен в действие в 2014 году на одном из заводов РФ.

Рис.3 Разработаны два вида линий ЛГМ: для мелкосерийного и массового производства отливок.
Линия ЛГМ для мелкосерийного производства отливок
Настоящий Комплекс оборудования предназначен для производства отливок методом литья по газифицируемым моделям.
Данный комплект прогрессивного оборудования значительно сокращает применение ручного труда и обеспечивает экологическую безопасность при его эксплуатации.
Общие сведения о комплексе
Комплекс включает:
- механизированную формовочно-заливочную линию ЛГМ;
- оборудование для изготовления моделей из вспененных материалов, в том числе из пенополистирола или сополимера.
Новизна комплекса:
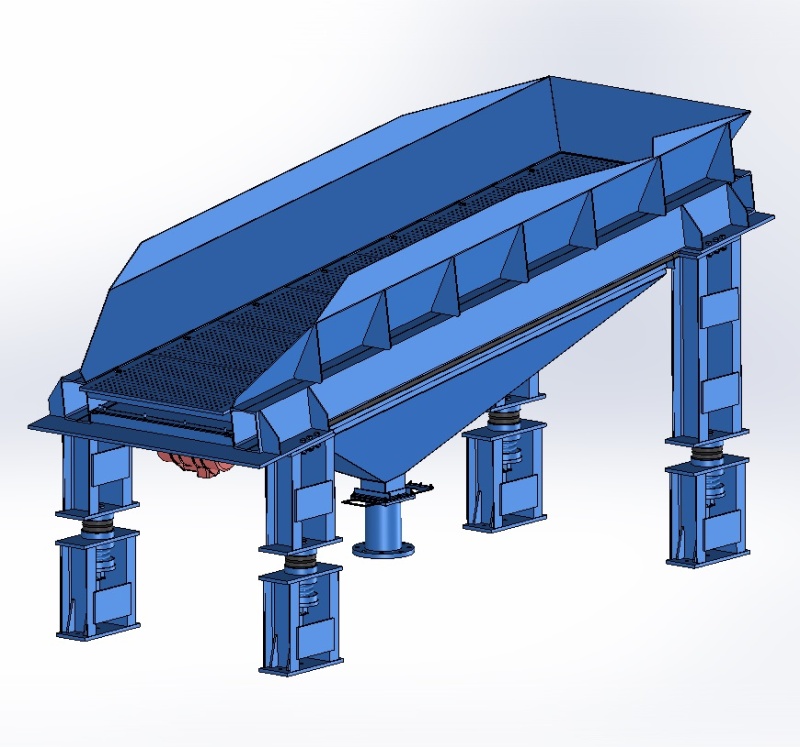
- В составе формовочно-заливочной линии ЛГМ установлен специальный вибростол немецкой фирмы «Netter», который позволяет выбрать оптимальное виброуплотнение, обеспечить качественное заполнение песком сложных полостей пенополистироловых моделей и получить высокое качество отливок;
- На линии применено специальное устройство для заполнения контейнера песком, позволяющее послойно заполнять пенополистироловые модели, что также способствует качественному виброуплотнению;
- Применение гидравлического кантователя залитой формы и вибросита с укрытием полностью исключает пылевыделение при выбивке залитых контейнеров;
- На линии ЛГМ установлена автоматическая система регенерации отработанного песка немецкой фирмы «Neuhof», позволяющая осуществить качественное охлаждение и обеспылевание песка после заливки форм;
- Компьютеризированный комплекс для изготовления моделей из вспененных материалов позволяет получить модели с низкой плотностью, что обеспечивает высокое качество отливок из углеродистых и легированных сталей.
Механизированная формовочно-заливочная линия ЛГМ
Назначение линии
Формовочно-заливочная линия ЛГМ предназначена для изготовления форм и получения точных отливок путем применения прогрессивного технологического процесса – литья по газифицируемым моделям при соблюдении требований по экологии для окружающей среды.
Технические характеристики линии
Таблица 1
| № п/п | Наименование показателей | Значения |
| 1. | Производительность | 4 опоки/час |
| 2. | Размеры опок в свету | 900х850х1000 мм |
| 3. | Объем опоки | 0,77 м3 |
| 4. | Количество песка в обороте | 12 т |
| 5. | Установленная мощность линии | 125 кВА |
| 6. | Потребность в технической воде | 12 м3/час |
| 7. | Потребность в сжатом воздухе | 2000 Нл/мин |
| 8. | Количество воздуха, отсасываемого в вентсистему | 7000 м3/час |
| 9. | Габаритные размеры (длина, ширина, высота) | 17720х7565х10050 |
Назначение и техническая характеристика оборудования
Вибростол с устройством фиксации опок (фирма «Netter», Германия)
Количество – 1 шт.
Устройство управления Vector Drive E09-M29

Гидроагрегат Вибростол
VTH 4A 8/10 – 4 NEG 502270
Вибростол предназначен для уплотнения песка в опоке.
Система программного управления VectorDrive позволяет в процессе уплотнения песка независимо менять как амплитуду, так и частоту вибрации, запоминать режимы виброуплотнения форм для последующего их уплотения. Фиксация опоки на вибростоле при помощи гидравлических прижимов для обеспечения улучшенной передачи вибрационных усилий. Благодаря изменяющимся параметрам вибратора (частота, амплитуда и вектор ускорения) данный вибростол позволяет получить хорошее уплотнение и соответственно высокую степень заполнения карманов полистироловых моделей.
Техническая характеристика
Таблица 2
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Усилие подъема вибростола | кг | 3000 |
| 2. | Напряжение на входе | В, Гц | 230/400 В, 50 Гц, трехфазный |
| 3. | Потребляемая мощность | кВт | 2,2 |
| 4. | Система прижима опоки к вибростолу | гидравлическая | |
| 5. | Габаритные размеры (длина х ширина х высота) | мм | 1120 х 742 х 670 |
| 6. | Масса | кг | 50 |
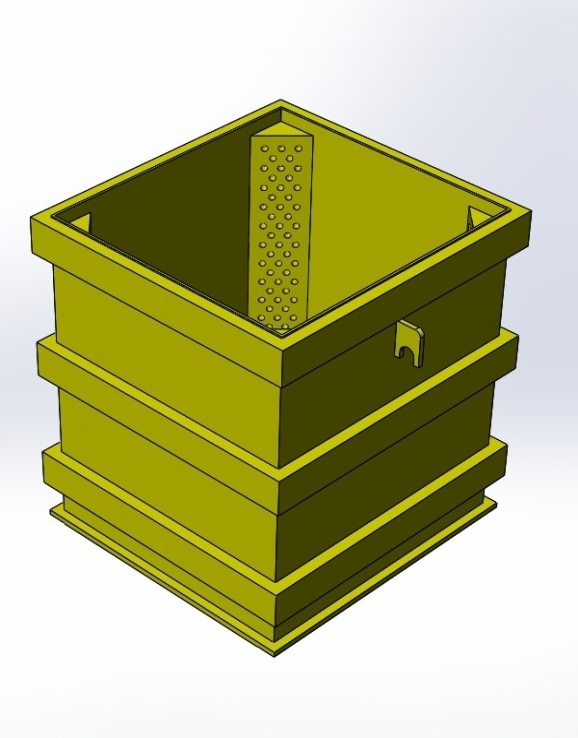 Опока вакуумируемая (контейнер)
Опока вакуумируемая (контейнер)
Количество – 10 шт.
Предназначена для изготовления форм. В днище опоки имеется вакуумный клапан для подсоединения к системе вакуумпроводной во время заливки расплавленным металлом. Присоединение вакуума с помощью надувных вакуумных подушек, стационарно расположенных под рольганговой линией.
Техническая характеристика
Таблица 3
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Объем опоки | м3 | 0,77 |
| 2. | Размеры опоки в свету (длина х ширина х высота) | мм | 900 х 850 х 1000 |
| 3. | Масса песка, помещающегося в опоке | кг | 1230 |
| 4. | Габаритные размеры (длина х ширина х высота) | мм | 1000 х 1120 х 1100 |
| 5. | Масса | кг | 700 |
Кантователь
Количество – 1 шт.
Предназначен для захвата и опрокидывания залитой опоки на сито вибрационное и выгрузки из нее горячего песка и отливки.
Техническая характеристика
Таблица 4
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Грузоподъемность | кг | 8000 |
| 2. | Привод кантователя, в том числе: | Гидравлический | |
| - гидростанция: | шт. | 1 | |
| - подача масла, max. | л/мин | 33 | |
| - рабочее давление, max. | кг/см2 | 110 | |
| - объем бака | л | 120 | |
| - установленная мощность привода | кВт | 7,5 | |
| - гидроцилиндр поршневой, двухстороннего действия: | шт. | 2 | |
| - диаметр поршня | мм | 125 | |
| - ход штока | мм | 800 | |
| 3. | Габаритные размеры кантователя(длина х ширина х высота) | мм | 1965 х1500 х 2243 |
| 4. | Масса | кг | 2480 |
 Сито вибрационное
Сито вибрационное
Количество – 1 шт.
Предназначено для просева формовочного материала из залитых опок и отделения отливки от формовочного песка и окалины. Из опоки песок просыпается на сито, под действием вибрации проходит через сито и попадает в бункер вибросита. Далее песок (частично и окалина) попадает в систему регенерации, а отливка – в кюбель для отливок. Регулировка величины вынуждающей силы вибратора осуществляется путем изменения взаимного расположения крайних дебалансов на обоих концах вала. Парные дебалансы должны быть развернуты на одинаковый угол. При правильной установке они симметричны относительно вертикали.
Техническая характеристика
Таблица 5
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Производительность | т/час | 6 |
| 2. | Привод сита | Вибратор ИВ-11-50 | |
| 3. | Количество вибраторов | шт. | 2 |
| 4. | Потребляемая мощность | кВт | 0,97 |
| 5. | Габаритные размеры (длина х ширина х высота) | мм | 3704 х 1382 х 2050 |
| 6. | Масса | кг | 1950 |
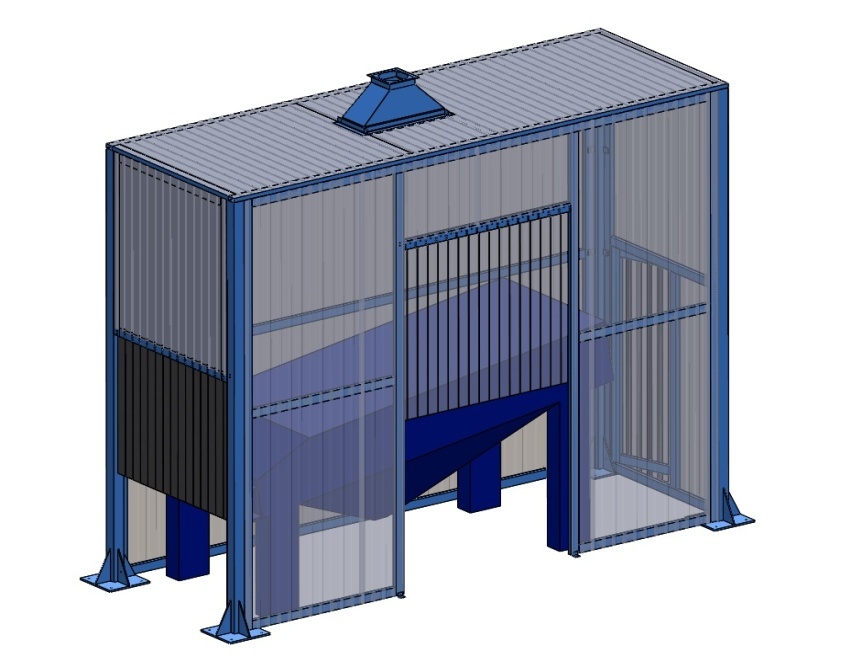 Укрытие вибросита
Укрытие вибросита
Количество – 1 шт.
Предназначено для устранения пылевыделения из зоны опрокидывания опок. Имеет подсоединение к цеховой вентиляционной системе.
Техническая характеристика
Таблица 6
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Габаритные размеры (длина х ширина х высота) | мм | 4920 х 2030 х 4465 |
| 2. | Масса | кг | 1040 |
 Автоматизированная установка регенерации формовочного песка
Автоматизированная установка регенерации формовочного песка
(фирма «Neuhof», Германия)
Количество – 1 шт.
Автоматизированная установка регенерации формовочного песка предназначена для его транспортирования от места высыпки из контейнера до устройства засыпки песка в опоку с попутным его охлаждением.
Принцип работы установки следующий: горячий песок из-под сита вибрационного подается в первый камерный насос, откуда формовочная смесь емкостью 100 литров, сжатым воздухом по трубопроводу транспортируется в силос горячего песка. Из него горячий песок поступает в «полицай-сито», в котором отсеивается от металлических включений, затем попадает в порционный классификатор-охладитель, где охлаждается до нужной температуры и обеспыливается. После охладителя песок поступает во второй камерный насос, откуда выстреливается сжатым воздухом в формовочный бункер устройства засыпки песка в контейнер.
Данная установка включает:
- два камерних насоса;
- порционный классификатор-охладитель;
- силос (бункер приема горячего песка);
- «полицай-сито» - сепаратор формовочного песка;
- систему трубопроводов, связывающих камерный насос с приемными бункерами.
 Порционный классификатор-охладитель тип CKS-1200
Порционный классификатор-охладитель тип CKS-1200
Количество – 1 шт.
Предназначен для охлаждения горячего песка до приемлемых для формовки температур и обеспыливания формовочного песка. Охлаждение песка происходит в «псевдоожиженном слое» путем контакта горячего песка с водоохлаждаемыми трубами. Для создания этого слоя в охладитель подается воздух от вентилятора, и его подача регулируется прибором замера потока воздуха. Выделяющаяся при охлаждении песка пыльная фракция, удаляется через пылеотвод.
Техническая характеристика
Таблица 7
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Производительность | т/ч | 6 |
| 2. | Емкость | л | 450 |
| 3. | Диаметр | мм | 1200 |
| 4. | Расход воздуха | м3/час | 1220 |
| 5. | Давление воздуха | мбар | 100 |
| 6. | Мощность привода | кВт | 7,5 |
| 7. | Температура песка на входе, max | ͦ С | 200 |
| 8. | Температура песка на выходе | ͦ С | 40±5 |
| 9. | Температура воды на входе | ͦ С | 12 |
| 10. | Температура воды на выходе | ͦ С | 18 |
| 11. | Расход воды | м3/час | 10 |
| 12. | Габаритные размеры (длина х ширина х высота) | мм | 1400 х 1200 х 1300 |
| 13. | Масса | кг | 110 |
 Камерный насос тип PDGF-100
Камерный насос тип PDGF-100
Количество – 2 шт.
Предназначен для дозировкии транспортированияформовочного песка с помощью сжатого воздуха на необходимые расстояния. За один раз насос может транспортировать песок емкостью100 литров.
В системе регенерации песка устанавливаются 2 камерных насоса:
- после сита вибрационного для транспортировки горячего песка;
- после охладителя для транспортировки охлажденного песка.
Техническая характеристика
Таблица 8
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Производительность | т/ч | 6 |
| 2. | Емкость насоса | л | 100 |
| 3. | Диаметр | мм | 800 |
| 4. | Давление при транспортировке песка | бар | 1-6 |
| 5. | Расход сжатого воздуха | л/кг песка | 12 |
| 6. | Необходимое давление сжатого воздуха | бар | 6-8 |
| 7. | Габаритные размеры (длина х ширина х высота) | мм | 1450 х 1000 х 1430 |
| 8. | Масса | кг | 450 |
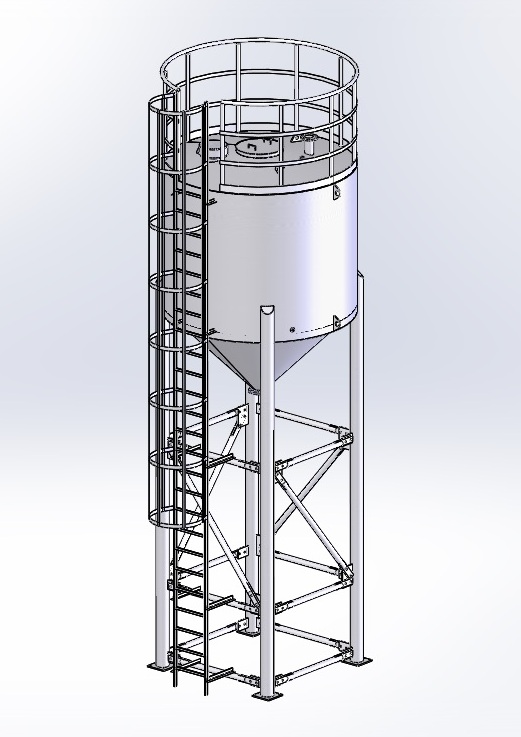 Силос для песка
Силос для песка
Количество – 1 шт.
Силос представляет собой накопительный бункер для горячего песка.
Техническая характеристика
Таблица 9
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Объем бункера | м3 | 9,8 |
| 2. | Габаритные размеры (длина х ширина х высота) | мм | 3264 х 2583 х 8052 |
| 3. | Масса | кг | 2450 |
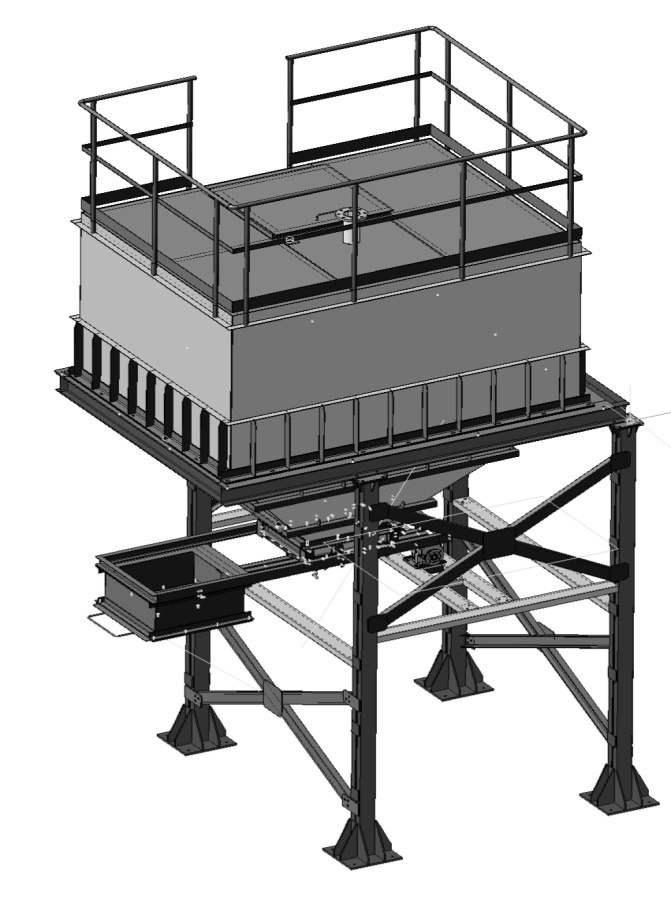 Устройство засыпки песка в контейнер
Устройство засыпки песка в контейнер
Количество – 1 шт.
Предназначено для послойного и равномерного заполнения опоки формовочным песком. Состоит из стационарного бункера с шиберным затвором для регулировки потока песка и короба передвижного, осуществляющего дозированную подачу формовочного песка в опоку. Сперва песок из стационарного бункера заполняет
дозатор короба передвижного, а когда шиберный затвор перекрывает выходное отверстие бункера, короб передвижной перемещается на позицию опоки. Открывается шиберный затвор дозатора, песок высыпается и образует в опоке определенный слой. Нижний слой образует «постель», на которую устанавливают куст с моделями. Для полного заполнения опоки формовочным песком короб передвижной должен наезжать на опоку несколько раз. В процессе заполнения опоки песком оператор изменяет параметры вибрации для оптимального уплотнения.
Техническая характеристика
Таблица 10
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Полезный объем бункера формовочного | м3 | 6 |
| 2. | Объем короба передвижного | м3 | 0,16 |
| 3. | Привод короба передвижного | Мотор-редуктор SITIMNHL 25/2 В3 21,94/1 19/200 В5 Shell 220 | |
| 4. | Мощность двигателя (ном.) | кВт | 1,1 |
| 5. | Привод шиберного затвора | Пневмоцилиндр 27М2А32А0100-UA01 | |
| 6. | Диаметр цилиндра | мм | 32 |
| 7. | Ход цилиндра | мм | 100 |
| 8. | Габаритные размеры (длина х ширина х высота) | мм | 3200 х 3700 х 5170 |
| 9. | Масса | кг | 2125 |
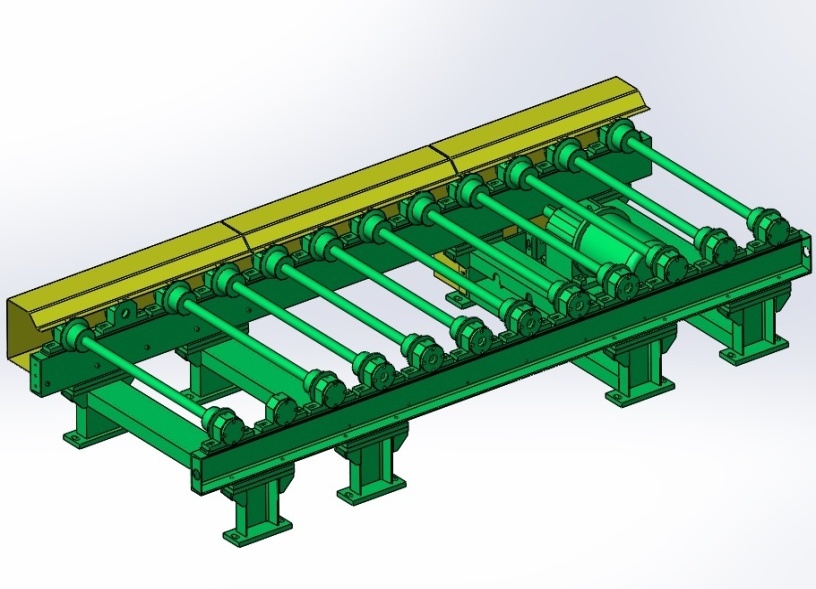 Рольганги приводные
Рольганги приводные
Количество – 6 шт.
Представляют собой приводной роликовый транспортер для перемещения опок между участками технологического цикла.
Техническая характеристика
Таблица 11
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Грузоподъемность | кг | 5000 |
| 2. | Ширина рольганга по ребордам | мм | 935 |
| 3. | Диаметр ролика | мм | 100 |
| 4. | Скорость перемещения груза | м/мин. | 5,65 |
| 5. | Привод рольганга | Мотор-редуктор 3МП-50-22,4-570-110У3; 380 В. | |
| 6. | Мощность двигателя | кВт | 1,5 |
| 7. | Габаритные размеры (длина х ширина х высота) | мм | 3000 х 1279 х 602 |
| 8. | Масса | кг | 880 |
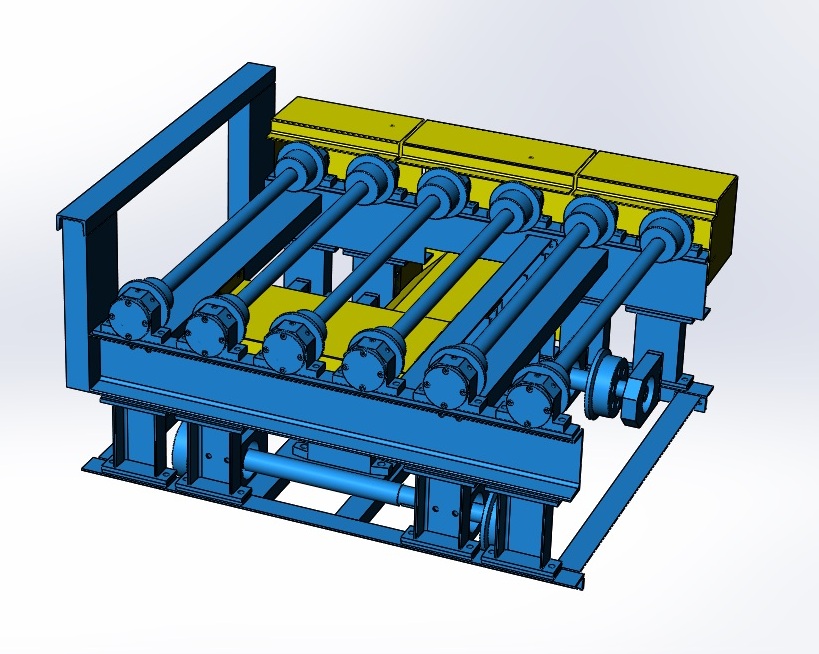 Тележка трансбордерная
Тележка трансбордерная
Количество – 1 шт.
Тележка трансбордерная предназначена для передачи опок с одной рольганговой линии на другую и для перемещения опок в кантователь.
Техническая характеристика
Таблица 12
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Грузоподъемность | кг | 3000 |
| 2. | Ширина колес тележки по ребордам | мм | 796 |
| 3. | Диаметр колеса | мм | 160 |
| 4. | Скорость передвижения тележки | м/мин. | 18 |
| 5. | Привод тележки | Мотор-редуктор 3МП-50-35,5-570-110У3; 380 В. | |
| 6. | Мощность двигателя | кВт | 2,2 |
| 7. | Ширина тележки по ребордам | мм | 935 |
| 8. | Диаметр роликов | мм | 100 |
| 9. | Привод рольганга тележки | Мотор-редуктор 3МП-50-22,4-570-110У3; 380 В. | |
| 10. | Мощность двигателя | кВт | 1,5 |
| 11. | Габаритные размеры (длина х ширина х высота) | мм | 1300 х 1260 х 593 |
| 12. | Масса | кг | 700 |
Площадка заливочная
Количество – 1 шт.
Предназначена для обслуживания рабочих мест формовки и заливки опок, обеспечения безопасности при заливке форм и создания оптимальных условий для контроля процесса заливки.
Техническая характеристика
Таблица 13
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Габаритные размеры (длина х ширина х высота) | мм | 8667 х 2742 х 2218 |
| 2. | Масса | кг | 1340 |
Система вакуумпроводная
Количество – 1 шт.
Система вакуумпроводная предназначена для создания вакуума при заливке опок.
Техническая характеристика
Таблица 14
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Насос вакуумный водокольцевой ВВН1-12 | шт. | 1 |
| 2. | Количество воды, подаваемое в насос | л/мин | 23 |
| 3. | Производительность насоса | м3/мин | 12,2 |
| 4. | Установочная мощность | кВт | 30 |
| 5. | Объем воздухосборника | м3 | 5 |
| 6. | Габаритные размеры (длина х ширина х высота) | мм | 17000 х 5000 х 4820 |
| 7. | Масса | кг | 920 |
Электрооборудование управления формовочно-заливочной линией
Электрооборудование управления формовочно-заливочной линией включает в себя шкаф управления вибростолом, шкаф с числовым управлением системой регенерации песка и шкаф автоматизированного управления приводами рольгангов, тележек трансбордерных, кантователя и устройства засыпки песка в контейнер. Система управления линией на базе микропроцессора фирмы «WAGO» (Германия) представлена схемой электрической принципиальной.
Техническая характеристика
Таблица 15
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Мощность электрооборудования системы управления | кВт | 2 |
| 2. | Микропроцессор | Тип: WAGO 750-881 | |
| 3. | Система дискретныхвходов/выходов | Тип: WAGO 750-1405/750-1504 |
Устройство и принцип работы линии ЛГМ
Линия включает в себя систему транспортировки опок и автоматизированную установку регенерации формовочного песка.
Система транспортировки опок состоит из двух ветвей приводных рольгангов, установленных на рамы, двух тележек трансбордерных, кантователя и сита вибрационного.
На первой ветви приводных рольгангов пустые опоки подаются на позицию формовки, где передвижной дозатор устройства засыпки песка, мелкими струйками послойно заполняет опоку равномерно по всей площади (мелкие струи песка не разрушают модели, собранные в «куст» литниковой системы). Вначале создается специальная «постель» (высотой до 100 мм) с последующим уплотнением, на которую устанавливается модельный блок, и подсыпается песок. Каждый слой песка уплотняется вибрацией на вибростоле, который позволяет генерировать виброускорения любой амплитуды и направления. После заполнения опоки песком, устанавливается литниковая чаша, и после кратковременного уплотнения вибрацией, вибростол опускается. На поверхность формы накладывается полиэтиленовая пленка, на которую засыпается песок по всей плоскости опоки, за исключением литниковой воронки, во избежание сжигания пленки при заливке. Для создания оптимальных условий при формовке и заливке вдоль первой ветви приводных рольгангов предусмотрена заливочная площадка. Заформованная опока по приводному рольгангу перемещается на позицию заливки.
На линии ЛГМ количество заливочных позиций – 4. На каждой позиции под опокой расположены вакуумные стойки, которые, посредством пневмобаллонов, поджимаются к низу опоки и вакуумируют форму. Формы вакуумируются лишь при заливке металла, во время которой модели из пенополистирола газифицируются с выделением газов. Для отсасывания газов из формы предназначена система вакуумпроводная. Глубина вакуума ~ 700 мм ртутного столба.
Залитые формы с помощью тележки трансбордерной, перемещающейся по пути, по очереди передаются на вторую линию для охлаждения.
После охлаждения опоки переезжают на вторую трансбордерную тележку, вместе с которой заезжают в кантователь. Кантователь снимает опоку с тележки трансбордерной и опрокидывает с горячими песком и отливками на сито вибрационное. Для удаления пыли из зоны выбивки сито ограждено укрытием, которое подсоединено к вентиляционной системе.
После кантовки пустая опока возвращается на тележку трансбордерную и перемещается на первую рольганговую ветвь на формовку.
Песок, попадая на сито вибрационное, просеивается и по трубопроводу попадает в камерный насос автоматизированной установки регенерации формовочного песка, а отливки – в короб. Отливки передаются в помещение, где они охлаждаются.
Камерный насос посредством сжатого воздуха транспортирует горячий песок через трубопровод в накопительный силос. После песок поступает в порционный классификатор-охладитель, где охлаждается и обеспыливается. Охладитель выдает охлажденный песок в камерный насос, который по трубопроводам возвращает его в формовочный бункер устройства засыпки песка в контейнер.
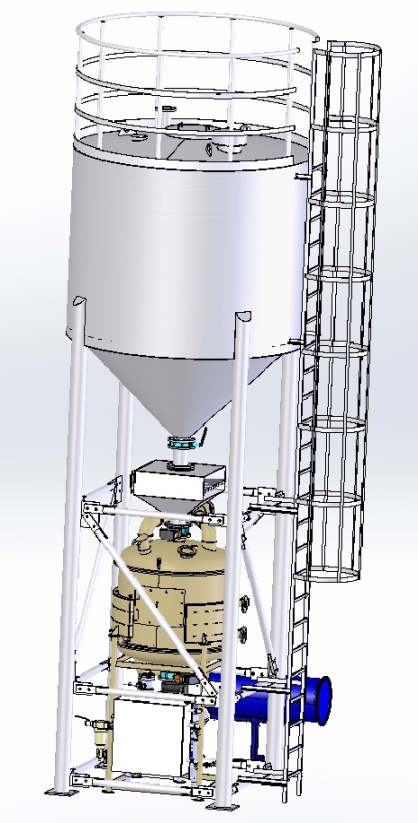
Комплект оборудования для ручного изготовления пенополистироловых моделей
Предвспениватель и автоклав ГП-100-ПМ с компьютерным управлением, параметрами парообоазования и циркуляцией воды
Количество – 3 шт.
Автоклав ГК-100-ПМ предназначен для предвспенивания пенополистирольных гранул в специализированной кассете и для вспенивания пенополистирольных гранул в пресс-формах. Автоклав оснащён датчиками температуры, уровня воды в парогенераторе и в резервуаре оборотной воды, электромагнитными гидроклапанами для автоматического заполнения парогенератора водой, подачи пара в камеру, сброса пара в бак и сброса избыточного давления в камере, контроллером. Для хранения и сбора дистиллированной воды в комплект поставки входит ёмкость объёмом 200 л. Контроль за: безопасной работой автоклава, поддержанием температуры в камере, временем технологического процесса осуществляет блок управления с контроллером и монитором. Основные узлы и нагруженные панели изготовлены из нержавеющей стали.
Паровой стерилизатор несёт в себе следующие функции:
- Организация равномерной подачи пара в камеру.
- Программное управление температурой в камере.
- Организация автоматического заполнения парогенератора и контроля уровня воды в нем.
- Организация автоматического сбора дистиллированной воды.
- Возможность сохранения и использования расписаний изготовления моделей и пред вспенивания пенополистирола.
- Автоматический сброс остаточного пара из камеры, с целью безопасности работы.
- Защита тэнов парогенератора от отсутствия воды.
- Выбор технологических режимов работы парогенератора осуществляется с помощью контроллера и визуализация на мониторе.
Система безопасности:
- Отключение тэнов при снижении воды в парогенераторе ниже критической отметки.
- Защитное устройство от повышение давления в парогенераторе.
- Автоматический сброс избыточного пара из камеры, в конце цикла.
- Датчик блокировки включения при открытой камеры.
В комплект поставки входит:
- Паровой стерилизатор ГК-100-3.
- Шкаф управления с контроллером и монитором.
- Датчики температуры, уровня воды и наличия фаз.
- Резервуар для дистиллированной воды ёмкостью 200 л.
- Комплект шлангов, труб, фитингов.
- Техническая документация.
- Подставка под стерилизатор ГК-100-ПМ.
- Кассета для укладки пенополистирола.
Техническая характеристика
Таблица 16
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Рабочее давление пара в стерилизационной камере | Мпа (кг/см2) | 0,22 (2,2) |
| 2. | Род тока | Переменный | |
| 3. | Частота тока | Гц | 50 |
| 4. | Напряжение тока | В | 380(400)+/-38(40) |
| 5. | Потребляемая мощность, не более | кВа | 14 |
| 6. | Внутренний диаметр стерилизационной камеры | мм | 400+2 |
| 7. | Количество режимов работы | 100 | |
| 8. | Максимальная температура пара | оС | 132 |
| 9. | Габаритные размеры (длина х ширина х высота) | мм | 1170 х 1000 х 1465 (+/-50) |
Стол для задува пенополистирола
Количество – 1 шт.
Стол предназначен для сборки и разборки пресс-форм, и задува в них пенополистирола. На столе размещено задувное устройство с пневмооборудованием, ёмкость для хранения пенополистирола, эжектор задувного устройства со стойкой и противовесом, приспособление для сборки и разборки пресс-форм.
 Устройство задувное
Устройство задувное
Количество – 2 шт.
Задувное устройство размещено на столе для задува пенополистирола. На столе установлена емкость на 5 литров для заполнения пенополистиролом. На щите распределительном размещены элементы пневмоборудования, позволяющие регулировать подачу сжатого воздуха. Эжектор задувного устройства служит для подачи вспененного пенополистирола в пресс-форму. Размеры стола позволяют собирать и разбирать пресс-формы в непосредственной близости от задувного устройства, что увеличивает производительность труда и понижает затраты на дополнительную транспортировку пресс-форм.
Техническая характеристика
Таблица 17
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Привод устройства задувного | Пневматический | |
| 2. | Управление | С помощью рычага на корпусе эжектора | |
| 3. | Габаритные размеры (длина х ширина х высота) | мм | 1490 х 600 х 1560 |
| 4. | Масса | кг | 347 |
 Краскомешалка
Краскомешалка
Количество – 1 шт.
Краскомешалка изготавливается из нержавеющей стали. С помощью механизма наклона оси вращения смесителя можно эффективно поддерживать равномерную плотность антипригарного покрытия по всей глубине ванны. Преобразователь частоты позволяет подбирать интенсивность перемешивания смеси в зависимости от ее марки и требуемой плотности. Размеры ванны определяются максимальными возможными параметрами кластеров.
Техническая характеристика
Таблица 18
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Объем краскомешалки | м3 | 0,33 |
| 2. | Привод краскомешалки | Электрический с изменением частоты вращения рабочего механизма | |
| 3. | Управление | Шкаф управления | |
| 4. | Габаритные размеры (длина х ширина х высота) | мм | 510 х 1840 х 1580 |
| 5. | Масса | кг | 261 |
Ванна охлаждения пресс-форм
Количество – 1 шт.
Ванна предназначена для охлаждения пресс-форм после автоклавного вспенивания. Механизм перемещения позволяет опустить в воду и поднять пресс-формы по команде оператора, без погружения рук в воду.

Техническая характеристика
Таблица 19
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Привод ванны охлаждения пресс-форм | Пневматический | |
| 2. | Управление | С помощью педали, ножное | |
| 3. | Габаритные размеры (длина х ширина х высота) | мм | 862 х 1016 х 900 |
| 4. | Масса | кг | 318 |
Верстак сборки кластеров
Количество – 1 шт.
На верстаке сборки кластеров устанавливается устройство для резки пенополистирольных блоков и для изготовления элементов литниковой системы.
В комплект верстака входит электрическая плитка, предназначенная для сварки кластеров.


Техническая характеристика
Таблица 20
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Привод верстака | Электрический | |
| 2. | Управление | Со шкафа управления | |
| 3. | Габаритные размеры (длина х ширина х высота) | мм | 700 х 1016 х 1000 |
| 4. | Масса | кг | 298 |
Механизированная формовочно-заливочная линия лгм для массового производства отливок
(ПАО «КАМЕТ», г. Киев, Украина)

Назначение линии
Формовочно-заливочная линия ЛГМ предназначена для изготовления форм и получения точных отливок путем применения прогрессивного технологического процесса – литья по газифицируемым моделям при соблюдении требований по экологии для окружающей среды.
Технические характеристики линии
Таблица 21
| № п/п | Наименование показателей | Значения |
| 1. | Производительность цикловая средняя (при двухсменной работе) |
15 опок/час 11 опок/час |
| 2. | Размеры опоки в свету | 720 х 720 х 750 мм |
| 3. | Емкость расходного бункера | 7,5 м3 |
| 4. | Установленная мощность линии, не более | 35 кВА |
| 5. | Количество тележек, | 42 шт. |
| в том числе позиций: | ||
| - формовки | 3 | |
| - заливки (с вакуумподводом) | 6 | |
| - охлаждения | 17 | |
| - выбивки | 1 | |
| 6. | Габаритные размеры линии: - длина - ширина - высота |
31 м 15 м 5,2 м |
| 7. | Масса линии | 52 т |
Описание конструкции и работы линии
Линия формовки, заливки и выбивки литья работает на базе конвейера тележечного напольного горизонтально-замкнутого и включает:
- 42 тележки транспортные с установленными на них специальными опоками, с размерами в свету 720 х 720 мм;
- двухпозиционное устройство засыпное с бункером емкостью 7,5 м3 и промежуточной позицией для установки модельного блока;
- устройство вакуум-подвода для заливки форм – 6 позиций;
- кантователь опок – 1 шт.
Формовка осуществляется на трех позициях: на первой позиции, оборудованной дозатором сухого песка, выполняется «постель», на которую на второй позиции устанавливается модельный блок. На третьей позиции, оборудованной дозатором сухого песка и подъемным вибростолом, происходит заполнение опоки сухим песком.
Заполненная опока уплотняется вибрацией. При заливке жидким металлом опока подключается к вакуумпроводной системе и в полости формы создается необходимое разрежение, вследствие чего, создаются условия для получения качественного литья и одновременно локализуются, удаляются и обезвреживаются, образующиеся в процессе заливки, газы.
Залитые опоки в процессе дальнейшего движения охлаждаются в кожухе охладительном. Количество опок, помещаемых в кожухе – 17, что обеспечивает время охлаждения 1,5 часа. После охлаждения опока с песком и отливками кантуется опрокидывателем, из которого отливки с песком попадают на сито вибрационное. Далее куст отливок передается на обрубку, а «просеянный» на сите горячий песок с помощью автоматической системы регенерации фирмы «Neuhof», охлаждается, обеспыливается и возвращается в формовочный бункер засыпного устройства (описание системы см. далее). Рабочие места формовки и заливки опок располагаются на рабочей площадке.
Комплект оборудования для изготовления пенополистироловых моделей
(производство фирмы INT KOREA Co)
Техническая характеристика комплекта
Таблица 22
| № п/п | Наименование оборудования, комплектация | Количество |
| 1 | Предвспениватель IPE 500 P - тип бункерный; - устройство автоматической проверки и коррекции плотности; - управление программируемым логическим контролером PLS и сенсорным экраном; - силОС: 500 литров; - расход электроэнергии : 10,7 kw - производительность при 20 г/литр:250 кг/час |
1 комплект |
| 2 | Формовочная машина IP 100 V - тип вакуумный; - управление программируемым логическим контролером PLC и сенсорным экраном; - объем бункера 330 литров; - время цикла:max 110 сек; - сила сжатия: 32 тонны; - расход электроэнергии : 10,7 kw; - силос 2 компл. объемом 9,0 м³ - размеры 1,5*1,5*4 метра |
1 комплект |
| 3 | Формовочная машина IPS1800V - тип вакуумный - управление программируемым логическим контролером PLC и сенсорным экраном; - объем бункера330 литров; - время цикла max 180 сек; - сила сжатия 45 тонн; - расход электроэнергии 16,5 kw; - подвижная и неподвижная рамы для установки пресс-форм — 2 комплект. |
2 комплекта |
| 4 | Паровой котел THS 40 (Чехия) - тип № NV 4/OPL4 Безнапорный цилиндрический бак с деаэратором - вид топлива природный газ - номинальная температура пара — 175,4 с - паропроизводительность 4 м3/час; - тепловая мощность 2605 квм; - расчетное давление экономайзера 1,0 МПА; - общий объем воды вбарабане 8,69 м³ |
1 шт |
| 5 | Оборудования для уплотнения песка в контейнерах - вибростол с автоматическим управлением |
1 шт |
Модельный автомат

Подвспениватель

Установка для склейки моделей

Оборудование ЛГМ
Завод по изготовлению стальных высоконагруженных траков г. Баку (Азербайджан)
Технология ЛГМ с использованием сополимера производства
Япония





Вакуумно-пленочная формовка (ВПФ), V-PROCESS
Основные преимущества:
- возможность получения высококачественных стальных отливок с массой до 500-1000кг и толщиной стенки до 100 мм;
- минимальное число исходных материалов для формообразования: сухой кварцевый песок и специальная пленка (толщина – 0,1-0,15) с большой степеню витяжки.

На рис. 1 представлена схема линии ВПФ, которая состоит из:
- карусели формовочной (поз. 1);
- карусели заливочной (поз. 2);
- системы выбивки форм и регенерации песка (поз. 3);
- системы рольгангов для возврата опок (поз. 4);
- портала с двумя транспортными тележками для передачи форм с формовочной карусели на заливочную и последующей их сборки (поз. 5);
- системы вакуумпровода (поз.6) (включая 4 вакуумных насоса ВВН-25, ресивер и трубопровод).
Линия предназначена для изготовления стальных отливок массой до 1000 кг.

Рис.4 – Схема линии изготовления форм по методу ВПФ
1 - карусель формовочная; 2 - карусель заливочная; 3 - система выбивки форм и регенерации песка; 4 - система рольгангов для возврата опок 5 - портал с двумя транспортными тележками; 6 - система вакуумпроводная; 7 – участок сборки форм; 8 – участок заливки; 9 – участок вибивки
Техническая характеристика линии ВПФ
Таблица 23
| № п/п |
Наименование показателей | Ед. изм. | Значение |
| 1. | Производительность линии ВПФ | форм/час | 6 |
| 2. | Размеры опок в свету | мм | 1200х1600х500/500 |
| 3. | Количество форм на карусели код заливку | шт. | 16 |
| 4. | Количество работающих | чел. | 6 |
| 5. | Месячная производительность линии (при средней металлоемкости формы 350 кг) | т/мес. | 600 |
| 6. | Общая установленная мощность, (общая), в том числе: | кВт | 520 |
| - вакуумные насосы | кВт | 75х4=300 | |
| - нагреватель | кВт | 80 | |
| - вентиляторы нагревателя (2 шт.) | кВт | 1,1х2=2,2 | |
| - гидростанция карусели формовочной | кВт | 11 | |
| - гидростанция карусели заливочной | кВт | 11 | |
| - вибраторы вибростола (2 шт.) | кВт | 0,97х2=1,94 | |
| - тележки передаточные (2 шт) | кВт | 8х2=16 | |
| - монорельс разгрузки карусели заливочной | кВт | 5,75 | |
| - система аспирации | кВт | 15 | |
| - привод транспортера скребкового №1 | кВт | 7,5 | |
| - привод транспортера скребкового №2 | кВт | 7,5 | |
| - привод элеватора №1 | кВт | 7,5 | |
| - привод элеватора №2 | кВт | 7,5 | |
| - вибраторы вибросита (2 шт.) | кВт | 0,97х2=1,94 | |
| - вентилятор высокого давления системы надува охладителя песка | кВт | 45 | |
| 7. | Производительность охладителя песка | т/ч | 15…20 |
| 8. | Общий расход сжатого воздуха, в том числе: | м3/час | 17…19 |
| - пневмоцилиндр нагревателя | м3/час | 0,24 | |
| - пневмоцилиндр рамы вакуумной | м3/час | 0,096 | |
| - пневмоцилиндр бункера | м3/час | 0,06 | |
| - вибростол | м3/час | 1,08 | |
| - пневмоцилиндр выбивки | м3/час | 0,015 | |
| - краскопульт | м3/час | 12 | |
| - очистка модели | м3/час | 3…5 | |
| 9. | Общий расход воды, в том числе: | м3/ч | 21,4 |
| - насосы вакуумные | м3/ч | 11,4 | |
| - охладитель | м3/ч | 10 | |
| 10. | Разрежение в вакуумной системе: | ||
| - номинальное | атм. | 0,7…0,8 | |
| - критическое | атм. | 0,4 | |
| 11. | Количество вакуумных насосов, в том числе: | 4 | |
| - количество насосов, задействованных при формовке | шт. | 1 | |
| - количество насосов, задействованных при заливке | шт. | 3 | |
| 12. | Производительность вакуумного насоса | м3/мин | 25 |
| 13. | Габариты линии (длина х ширина х высота) | мм | 40200 х 30200 х 5900 |
Устройство и принцип работы линии ВПФ
Включается вакуумный насос, после чего из рулона отматывается пленка «Сэвилен».
Пленка притягивается к вакуумной рамке.
Включаются инфракрасные нагреватели, производится разогрев пленки до достижения ее провисания.
Время разогрева определяется опытным путем и устанавливается при помощи таймера.
Нагретая пленка при помощи вакуумной рамки накладывается на модели, установленные на подмодельной плите с вентами. Одновременно в полости подмодельной плиты подается вакуум и разогретая эластичная пленка равномерно обтягивает модели, в точности повторяя форму их поверхностей.
На обтянутые пленкой модели наносится противопригарная цирконовая краска на спиртовой основе.
Распыление краски на пленку производится при помощи краскопульта. Наиболее глубокие карманы предварительно окрашивают кистью.
Для высушивания краски по окончании окраски пленки включается вентилятор.
Нижняя опока захватывается и устанавливается на подмодельную плиту «низ» Карусельной установки при помощи грузоподъемной тележки без вакуумного сопровождения. Карусель поворачивается на шаг при помощи гидропривода.
Конвейер поворачивается, устанавливая подготовленную опоку с моделью под шиберным затвором бункера с песком и над вибростолом.
Включается привод шибера, производится засыпка опоки. Время засыпки определяется опытным путем и регулируется таймером.
После засыпки опоки песком до верхней кромки включают вибростол и производят уплотнение песка в течение 10-15 с.
При необходимости производят подсыпку песка. Излишки песка удаляют вручную при помощи планки.
По окончании операции конвейер поворачивается на одну позицию и на верхнюю плоскость подготовленной засыпанной песком полуформы вручную накладывается полиэтиленовая пленка.
На опоку наезжает передающее устройство с вакуумной тележкой (вакуумным сопровождением). Вакуум подключается к полуформе, после чего производится снятие (отключение) вакуума с подмодельной плиты.
Полуформа переворачивается на 180° (кантуется) и перемещается устройством передающим на заливочную карусель.
После установки полуформы на площадку заливочной карусели вакуум переключают с тележки на карусель.
В нижнюю полуформу устанавливают стержни (по одному в каждую модель).
Операции по изготовлению верхней полуформы, такие же, как и для нижній, за исключением отделки стояка, выпоров и литниковой чаши. Данные операции производятся при помощи электропаяльника (с напряжением питания 12 В).
Готовую верхнюю полуформу перемещают при помощи передающего устройства с вакуумной тележкой на позицию сборки заливочной карусели, на которой уже находится нижняя полуформа. Производится сборка формы (переключение подачи вакуума с тележки передающего устройства на заливочную карусель, установка верхней полуформы на нижнюю).
На заливочной карусели накапливают 15 форм.
Устанавливают заливочные чаши и производят заливку.
После остывания залитые формы поступают на позицию выбивки заливочной карусели.
При помощи монорельса приподнимают залитую форму и вручную удаляют нижнюю пленку.
Форму опускают, снимают вакуум, горячий песок из формы осыпается в приемную воронку.
Тем же монорельсом производят передачу пустых опок с залитым кустом отливок на рольганг, где производится разборка формы и передача куста отливок в приемный кюбель для дальнейшей их транспортировки в обрубное отделение.
Опоки полуформ подаются в зону действия передающего устройства для установки их на формовочную карусель.
Горячий песок из приемной воронки заливочной карусели скребковым транспортером подается в элеватор и далее – на вибросито, где происходит его просев. В приемной воронке вентилятором создается разрежение, устраняющее пылевыделение.
Просеянный виброситом песок поступает в охладитель, где его охлаждение до температуры порядка 30 ͦ С происходит в псевдокипящем слое с водяным теплообменником.
Охлажденный песок с помощью элеватора и скребкового транспортера возвращается в приемный бункер формовочной карусели.
Цикл повторяется, начиная с первой операции.
Производственный опыт ПАО «КАМЕТ» позволяет выбирать наиболее оптимальную технологию для номенклатуры заказчика.
Промышленное внедрение новых технологий
В период с 2000 – 2014 гг. были внедрены:
- участки ЛГМ на восьми заводах;
- участки ВПФ на четырех заводах;
- участок ЛГМ+ХТС на «Завод Точного Литья», г. Ульяновск, РФ;
- участок ЛГМ+ВПФ
На ОАО «Сарапульский электрогенераторный завод», РФ в 2014 году будут внедрены участки ЛГМ и ХТС.



Капитальные затраты на создание малого литейного цеха с применением технологий ЛГМ, ХТС, ВПФ в 2 раза меньше, по сравнению с традиционными автоматическими формовочными линиями (АФЛ).
Срок окупаемости ─ 3-4 года.