
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Механизированная формовочно-заливочная линия ЛГМ
(ООО "Симбирские печи" г.Ульяновск РФ)
- Механизированная формовочно-заливочная линия МФЗЛ-20 LF
.
1. Назначение линии
Линия МФЗЛ предназначена для изготовления форм и получения точных отливок путем применения прогрессивного технологического процесса – литья по газифицируемым моделям при соблюдении требований по экологии для окружающей среды.
2. Технические характеристики линии
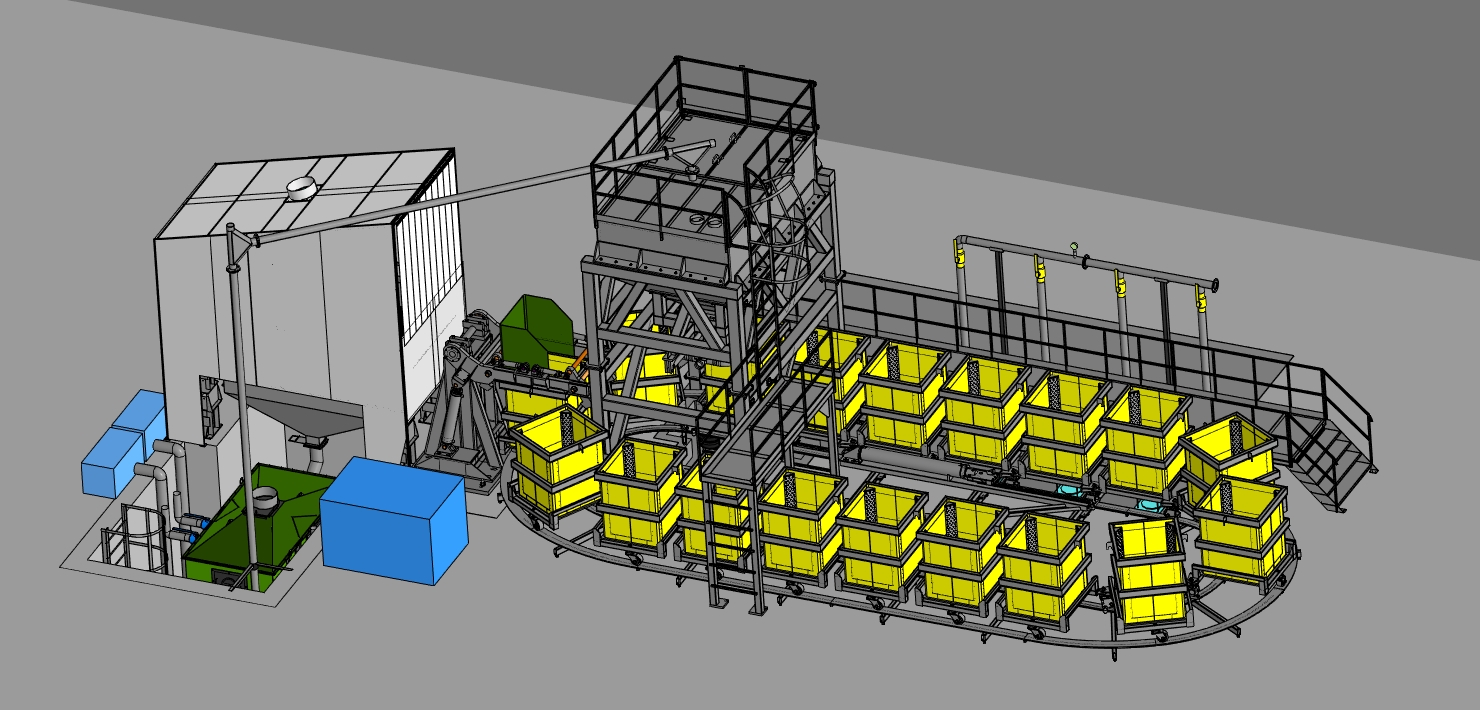
Таблица 1
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|||
|
№ |
Характеристика |
Ед. измер. |
Значение |
|
1 |
2 |
3 |
4 |
|
1 |
Тип линии |
механизированная формовочно-заливочная линия |
|
|
2 |
Максимальная производительность линии |
опок/час |
10 |
|
3 |
Максимальное возможное количество опок на линии |
шт. |
26 |
|
4 |
Количество опок на линии |
шт. |
20 |
|
5 |
Присоединенная мощность эл. энергии |
кВт. |
92 |
|
6 |
Габаритные размеры линии (длина × ширина × высота), мм |
мм |
18000 9000 5600 |
|
7 |
Масса опоки |
кг. |
1,0 |
|
8 |
Расход охлаждающей воды |
л/мин |
500 |
|
9 |
Рабочее давление системы охлаждения |
МПа |
0,2 |
|
10 |
Параметры питающей сети: напряжение частота число фаз |
кВ Гц |
0,38 50 3 |
|
12 |
Максимальная температура охлаждаемой воды, вход/выход. |
0С |
20/70 |
|
13 |
Рабочее давление в гидросистеме |
МПа |
18,0 |
|
14 |
Максимальная производительность системы транспортировки песка |
кг/час |
6000 |
|
15 |
Срок службы |
лет |
10 |
|
16 |
Оператор управлення МФЗЛ |
чел. |
1 |
|
17 |
Масса |
тонн |
40 |
Технические характеристики линии
Производительность 4 – 8 форм/час
Размеры опок в свету 900х850х1000 мм
Габаритные размеры (длина х ширина х высота) 18000 х 8700 х 10000 мм
3. Состав, назначение и техническая характеристика оборудования формовочно-заливочной линии ЛГМ
3.1. Вибростол с устройством фиксации опок (фирма ООО «СП», г.Ульяновск РФ)
Вибростол предназначен для уплотнения песка в опоке.
Система программного управления VectorDrive позволяет в процессе уплотнения песка независимо менять как амплитуду, так и частоту вибрации, запоминать режимы виброуплотнения форм для последующего их уплотнения. Фиксация опоки на вибростоле при помощи гидравлических прижимов для обеспечения улучшенной передачи вибрационных усилий. Благодаря изменяющимся параметрам вибратора (частота, амплитуда и вектор ускорения) данный вибростол позволяет получить хорошее уплотнение и соответственно высокую степень заполнения карманов пено моделей.
Устройство управления VectorDrive

Гидроагрегат Вибростол
Техническая характеристика
Таблица 2
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Усилие подъема вибростола | кг | 3000 |
| 2. | Напряжение на входе | В, Гц | 230/400 В, 50 Гц, трехфазный |
| 3. | Потребляемая мощность | кВт | 2,2 |
| 4. | Система прижима опоки к вибростолу | гидравлическая | |
| 5. | Габаритные размеры (длина х ширина х высота) | мм | 1120 х 742 х 670 |
| 6. | Масса | кг | 50 |
3.2. Опока вакуумируемая (контейнер)
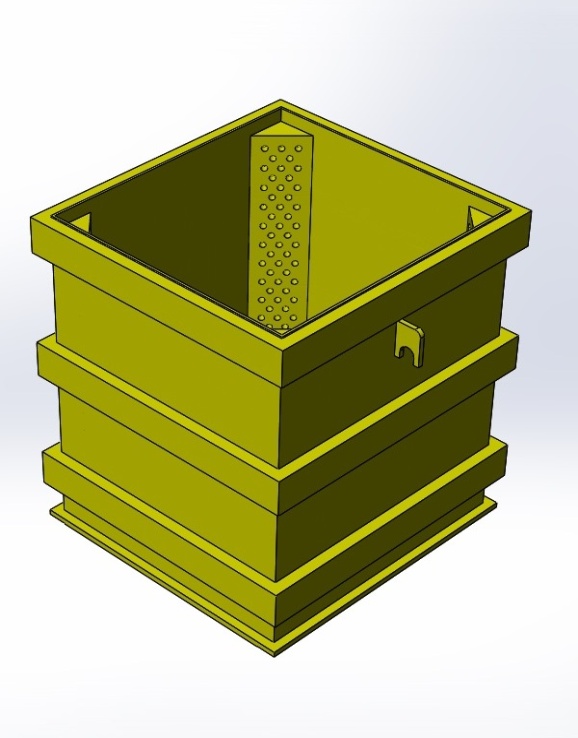 Предназначена для изготовления форм. В днище опоки имеется вакуумный клапан для подсоединения к системе вакуумпроводной во время заливки расплавленным металлом. Присоединение вакуума с помощью надувных вакуумных подушек, стационарно расположенных под конвейерной линией.
Предназначена для изготовления форм. В днище опоки имеется вакуумный клапан для подсоединения к системе вакуумпроводной во время заливки расплавленным металлом. Присоединение вакуума с помощью надувных вакуумных подушек, стационарно расположенных под конвейерной линией.
Техническая характеристика
Таблица 3
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Объем опоки | м3 | 0,77 |
| 2. | Размеры опоки в свету (длина х ширина х высота) | мм | 720 х 720 х 750 |
| 3. | Масса песка, помещающегося в опоке | кг | 1230 |
| 4. | Габаритные размеры (длина х ширина х высота) | мм | 1000 х 1120 х 1100 |
| 5. | Масса | кг | 700 |
3.3. Кантователь
 Предназначен для захвата и опрокидывания залитой опоки на сито вибрационное и выгрузки из нее горячего песка и отливки.
Предназначен для захвата и опрокидывания залитой опоки на сито вибрационное и выгрузки из нее горячего песка и отливки.
Техническая характеристика
Таблица 4
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Грузоподъемность | кг | 8000 |
| 2. | Привод кантователя, в том числе: | Гидравлический | |
| гидростанция: | шт. | 1 | |
| подача масла, max. | л/мин | 33 | |
| рабочее давление, max. | кг/см2 | 110 | |
| объем бака | л | 120 | |
| установленная мощность привода | кВт | 7,5 | |
| гидроцилиндр поршневой, двухстороннего действия: | шт. | 2 | |
| диаметр поршня | мм | 125 | |
| ход штока | мм | 800 | |
| 3. | Габаритные размеры кантователя (длина х ширина х высота) | мм | 1965 х1500 х 2243 |
| 4. | Масса | кг | 2480 |
3.4. Сито вибрационное
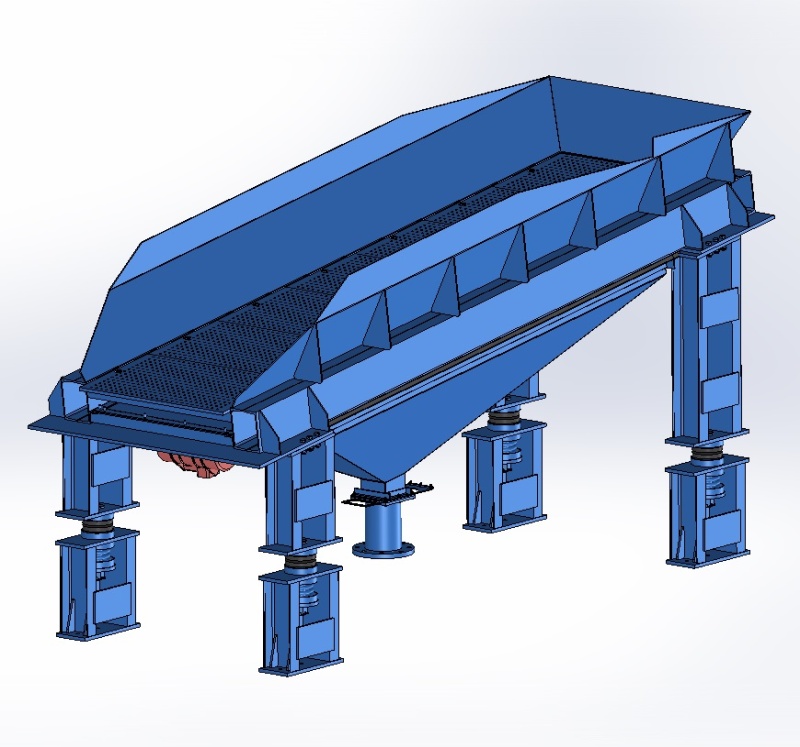 Предназначено для просева формовочного материала из залитых опок и отделения отливки от формовочного песка и окалины. Из опоки песок просыпается на сито, под действием вибрации проходит через сито и попадает в бункер вибросита. Далее песок (частично и окалина) попадает в систему регенерации, а отливка – в кюбель для отливок. Регулировка величины вынуждающей силы вибратора осуществляется путем изменения взаимного расположения крайних дебалансов на обоих концах вала. Парные дебалансы должны быть развернуты на одинаковый угол. При правильной установке они симметричны относительно вертикали.
Предназначено для просева формовочного материала из залитых опок и отделения отливки от формовочного песка и окалины. Из опоки песок просыпается на сито, под действием вибрации проходит через сито и попадает в бункер вибросита. Далее песок (частично и окалина) попадает в систему регенерации, а отливка – в кюбель для отливок. Регулировка величины вынуждающей силы вибратора осуществляется путем изменения взаимного расположения крайних дебалансов на обоих концах вала. Парные дебалансы должны быть развернуты на одинаковый угол. При правильной установке они симметричны относительно вертикали.
Техническая характеристика
Таблица 5
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Производительность | т/час | 6 |
| 2. | Привод сита | Вибратор ИВ-11-50 | |
| 3. | Количество вибраторов | шт. | 2 |
| 4. | Потребляемая мощность | кВт | 0,97 |
| 5. | Габаритные размеры (длина х ширина х высота) | мм | 3704 х 1382 х 2050 |
| 6. | Масса | кг | 1950 |
3.5. Укрытие вибросита
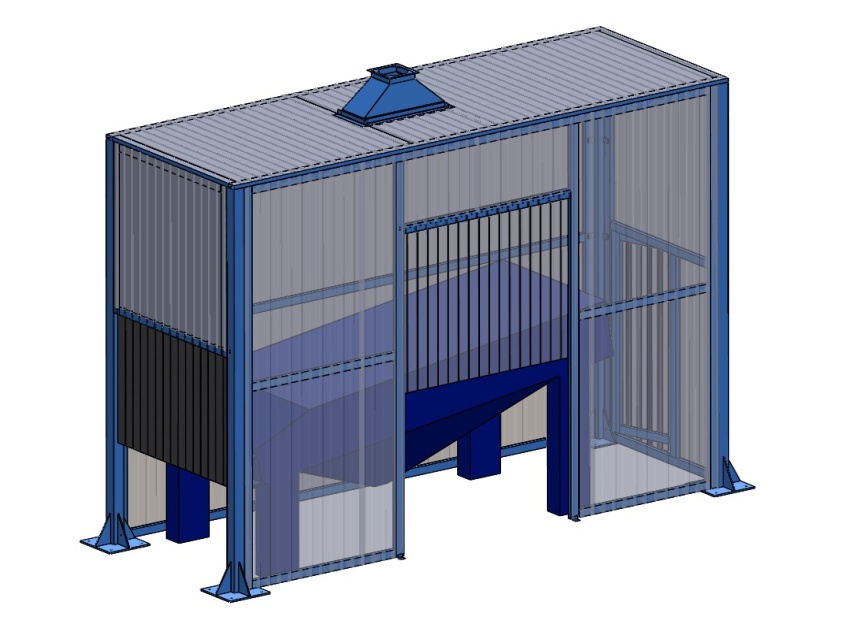 Предназначено для устранения пылевыделения из зоны опрокидывания опок. Имеет подсоединение к цеховой вентиляционной системе.
Предназначено для устранения пылевыделения из зоны опрокидывания опок. Имеет подсоединение к цеховой вентиляционной системе.
Техническая характеристика
Таблица 6
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Габаритные размеры (длина х ширина х высота) | мм | 4920 х 2030 х 4465 |
| 2. | Масса | кг | 1040 |
3.6. Автоматизированная установка регенерации формовочного песка Количество – 1 шт.
 Автоматизированная установка регенерации формовочного песка предназначена для его транспортирования от места высыпки из контейнера до устройства засыпки песка в опоку с попутным его охлаждением.
Автоматизированная установка регенерации формовочного песка предназначена для его транспортирования от места высыпки из контейнера до устройства засыпки песка в опоку с попутным его охлаждением.
Принцип работы установки следующий: горячий песок из-под сита вибрационного подается в первый камерный насос, откуда формовочная смесь емкостью 300 литров, сжатым воздухом по трубопроводу транспортируется в силос горячего песка. Из него горячий песок поступает в «полицай-сито», в котором отсеивается от металлических включений, затем попадает в порционный классификатор-охладитель, где охлаждается до нужной температуры и обеспыливается. После охладителя песок поступает во второй камерный насос, откуда выстреливается сжатым воздухом в формовочный бункер устройства засыпки песка в контейнер.
Данная установка включает:
- два камерних насоса;
- порционный классификатор-охладитель;
- силос (бункер приема горячего песка);
- «полицай-сито» - сепаратор формовочного песка;
- систему трубопроводов, связывающих камерный насос с приемными бункерами.
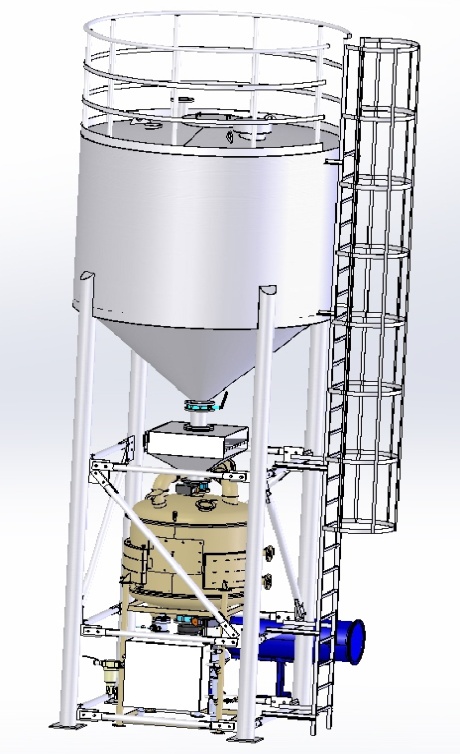
3.6.1. Порционный классификатор-охладитель
 Предназначен для охлаждения горячего песка до приемлемых для формовки температур и обеспыливания формовочного песка. Охлаждение песка происходит в «псевдоожиженном слое» путем контакта горячего песка с водоохлаждаемыми трубами. Для создания этого слоя в охладитель подается воздух от вентилятора, и его подача регулируется прибором замера потока воздуха. Выделяющаяся при охлаждении песка пыльная фракция, удаляется через пылеотвод.
Предназначен для охлаждения горячего песка до приемлемых для формовки температур и обеспыливания формовочного песка. Охлаждение песка происходит в «псевдоожиженном слое» путем контакта горячего песка с водоохлаждаемыми трубами. Для создания этого слоя в охладитель подается воздух от вентилятора, и его подача регулируется прибором замера потока воздуха. Выделяющаяся при охлаждении песка пыльная фракция, удаляется через пылеотвод.
Техническая характеристика
Таблица 7
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Производительность | т/ч | 10 |
| 2. | Емкость | л | 1800 |
| 3. | Диаметр | мм | 2000 |
| 4. | Расход воздуха | м3/час | 3400 |
| 5. | Давление воздуха | мбар | 100 |
| 6. | Мощность привода | кВт | 18,5 |
| 7. | Температура песка на входе, max | ͦ С | 200 |
| 8. | Температура песка на выходе | ͦ С | 23±5 |
| 9. | Температура воды на входе | ͦ С | 13 |
| 10. | Температура воды на выходе | ͦ С | 17 |
| 11. | Расход воды | м3/час | 30 |
| 12. | Габаритные размеры (длина х ширина х высота) | мм | 1400 х 1200 х 1300 |
| 13. | Масса | кг | 110 |
3.6.2. Камерный насос
 Предназначен для дозировкии транспортированияформовочного песка с помощью сжатого воздуха на необходимые расстояния. За один раз насос может транспортировать песок емкостью100 литров.
Предназначен для дозировкии транспортированияформовочного песка с помощью сжатого воздуха на необходимые расстояния. За один раз насос может транспортировать песок емкостью100 литров.
В системе регенерации песка устанавливаются 2 камерных насоса:
- после сита вибрационного для транспортировки горячего песка;
- после охладителя для транспортировки охлажденного песка.
Техническая характеристика
Таблица 8
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Производительность | т/ч | 10 |
| 2. | Емкость насоса | л | 300 |
| 3. | Диаметр | мм | 800 |
| 4. | Давление при транспортировке песка | бар | 1-6 |
| 5. | Расход сжатого воздуха | м3/мин. | 3 |
| 6. | Необходимое давление сжатого воздуха | бар | 6-8 |
| 7. | Габаритные размеры (длина х ширина х высота) | мм | 1450 х 1000 х 1430 |
| 8. | Масса | кг | 450 |
3.7. Силос для песка
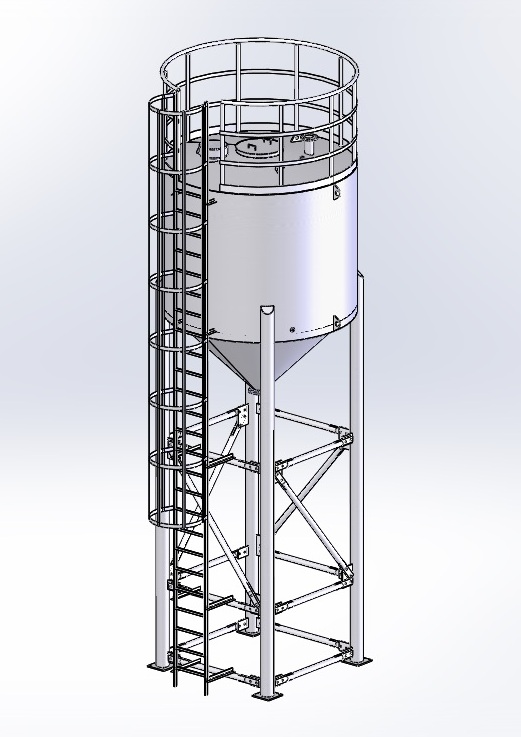 Силос представляет собой накопительный бункер для горячего песка.
Силос представляет собой накопительный бункер для горячего песка.
Техническая характеристика
Таблица 9
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Объем бункера | м3 | 9,8 |
| 2. | Габаритные размеры (длина х ширина х высота) | мм | 3264 х 2583 х 8052 |
| 3. | Масса | кг | 2450 |
3.8. Устройство засыпки песка в контейнер
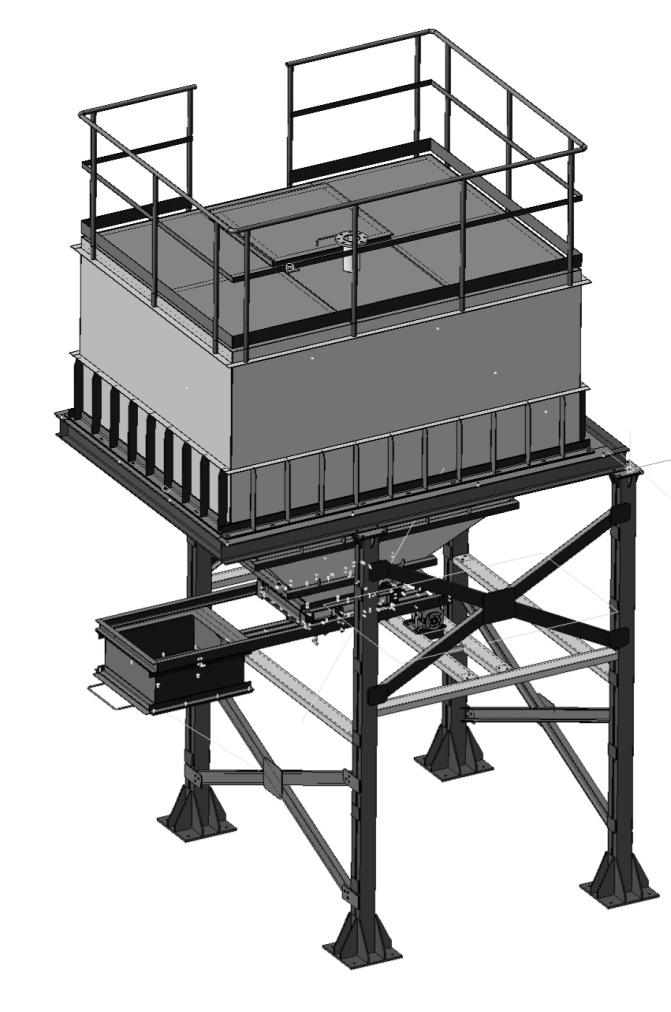 Предназначено для послойного и равномерного заполнения опоки формовочным песком. Состоит из стационарного бункера с шиберным затвором для регулировки потока песка и короба передвижного, осуществляющего дозированную подачу формовочного песка в опоку. Сперва песок из стационарного бункера заполняет дозатор короба передвижного, а когда шиберный затвор перекрывает выходное отверстие бункера, короб передвижной перемещается на позицию опоки. Открывается шиберный затвор дозатора, песок высыпается и образует в опоке определенный слой. Нижний слой образует «постель», на которую устанавливают куст с моделями. Для полного заполнения опоки формовочным песком короб передвижной должен наезжать на опоку несколько раз. В процессе заполнения опоки песком оператор изменяет параметры вибрации для оптимального уплотнения.
Предназначено для послойного и равномерного заполнения опоки формовочным песком. Состоит из стационарного бункера с шиберным затвором для регулировки потока песка и короба передвижного, осуществляющего дозированную подачу формовочного песка в опоку. Сперва песок из стационарного бункера заполняет дозатор короба передвижного, а когда шиберный затвор перекрывает выходное отверстие бункера, короб передвижной перемещается на позицию опоки. Открывается шиберный затвор дозатора, песок высыпается и образует в опоке определенный слой. Нижний слой образует «постель», на которую устанавливают куст с моделями. Для полного заполнения опоки формовочным песком короб передвижной должен наезжать на опоку несколько раз. В процессе заполнения опоки песком оператор изменяет параметры вибрации для оптимального уплотнения.
Техническая характеристика
Таблица 10
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Полезный объем бункера формовочного | м3 | 6 |
| 2. | Объем короба передвижного | м3 | 0,16 |
| 3. | Привод короба передвижного | Мотор-редуктор SITIMNHL 25/2 В3 21,94/1 19/200 В5 Shell 220 | |
| 4. | Мощность двигателя (ном.) | кВт | 1,1 |
| 5. | Привод шиберного затвора | Пневмоцилиндр 27М2А32А0100-UA01 | |
| 6. | Диаметр цилиндра | мм | 32 |
| 7. | Ход цилиндра | мм | 100 |
| 8. | Габаритные размеры (длина х ширина х высота) | мм | 3200 х 3700 х 5170 |
3.9. Площадка заливочная
Предназначена для обслуживания рабочих мест формовки и заливки опок, обеспечения безопасности при заливке форм и создания оптимальных условий для контроля процесса заливки.
Техническая характеристика
Таблица 11
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Габаритные размеры (длина х ширина х высота) | мм | 11000 х 2742 х 2218 |
| 2. | Масса | кг | 2340 |
3.10. Система вакуумпроводная
Система вакуумпроводная предназначена для создания вакуума при заливке опок.
Техническая характеристика
Таблица 12
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1. | Насос вакуумный водокольцевой ВВН1-12 | шт. | 2 |
| 2. | Количество воды, подаваемое в насос | л/мин | 23 |
3.11. Электрооборудование управления формовочно-заливочной линией
Электрооборудование управления формовочно-заливочной линией включает в себя шкаф управления вибростолом, шкаф с числовым управлением системой регенерации песка и шкаф автоматизированного управления приводами рольгангов, тележек трансбордерных, кантователя и устройства засыпки песка в контейнер. Система управления линией на базе микропроцессора фирмы «WAGO» (Германия) представлена схемой электрической принципиальной.
Техническая характеристика
Таблица 13
| № п/п | Наименование показателей | Ед. изм. | Значение |
| 1 | Мощность электрооборудования системы управления | кВт | 2 |
| 2. | Микропроцессор | Тип: WAGO 750-881 | |
| 3. | Система дискретныхвходов/выходов | Тип: WAGO 750-1405/750-1504 |
7. Расчет загрузки формовочно-заливочной линии ЛГМ на месячную программу выпуска – 150000 шт. отливок «шапка изолятора U70-01»
Предварительные варианты размещения данных отливок в одном контейнере показали, что их количество будет составлять от 96 до 144 шт. В расчет принимаем - 100 шт. в контейнере.
С учетом брака ежемесячное количество отливок составит:
150000 шт. + 150000шт.х 0,05 = 150000 шт. + 7500 шт. = 157500 шт.
В расчет принимаем 160000 шт./мес.
Определяем количество необходимых форм:
160000 шт./мес. : 100 шт = 1600 форм/мес.
При принятом количестве рабочих дней в месяце – 20 количество форм в сутки составит:
1600 форм/мес. : 20 дней = 80 форм/сутки
При двухсменном режиме работы линии в течение 14 часов ее производительность составляет:
80 форм/сутки : 14 часов ≈ 6 форм/час,
что вполне реально, исходя из производственного опыта работы линии ЛГМ.